
Quality characteristic type Attributes data Size of shift to detect ≥ 1.5σ | Rational subgroup size n > 1 Underlying distribution | |
 | ||
Measurement type Fraction nonconforming in a sample | ||
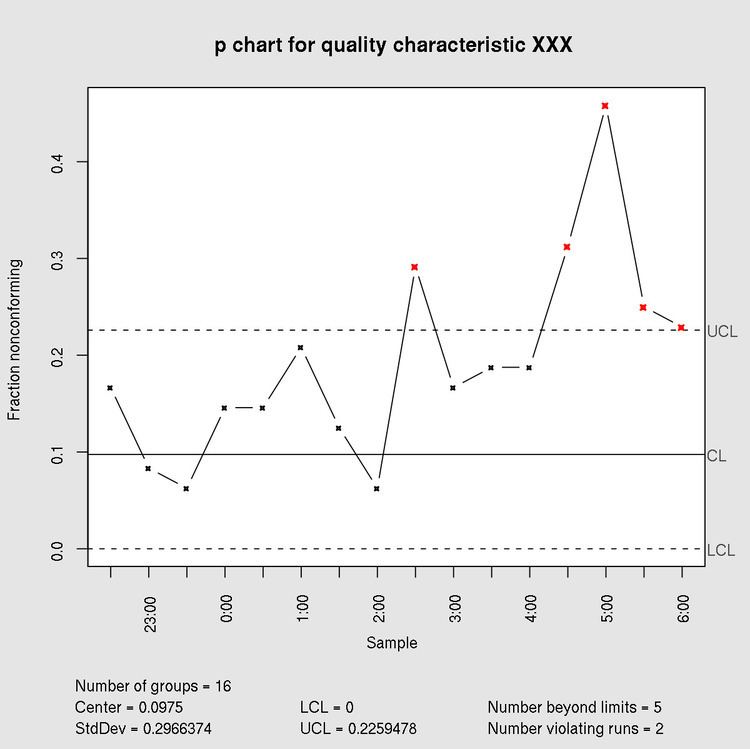
In statistical quality control, the p-chart is a type of control chart used to monitor the proportion of nonconforming units in a sample, where the sample proportion nonconforming is defined as the ratio of the number of nonconforming units to the sample size, n.
Contents
- Assumptions
- Calculation and plotting
- Potential pitfalls
- Adequate sample size
- Varying sample sizes
- Sensitivity of control limits
- References
The p-chart only accommodates "pass"/"fail"-type inspection as determined by one or more go-no go gauges or tests, effectively applying the specifications to the data before they are plotted on the chart. Other types of control charts display the magnitude of the quality characteristic under study, making troubleshooting possible directly from those charts.
Assumptions
The binomial distribution is the basis for the p-chart and requires the following assumptions:
Calculation and plotting
The control limits for this chart type are
Some organizations may elect to provide a standard value for p, effectively making it a target value for the proportion nonconforming. This may be useful when simple process adjustments can consistently move the process mean, but in general, this makes it more challenging to judge whether a process is fully out of control or merely off-target (but otherwise in control).
Potential pitfalls
There are two circumstances that merit special attention:
Adequate sample size
Sampling requires some careful consideration. If the organization elects to use 100% inspection on a process, the production rate determines an appropriate sampling rate which in turn determines the sample size. If the organization elects to only inspect a fraction of units produced, the sample size should be chosen large enough so that the chance of finding at least one nonconforming unit in a sample is high—otherwise the false alarm rate is too high. One technique is to fix sample size so that there is a 50% chance of detecting a process shift of a given amount (for example, from 1% defective to 5% defective). If δ is the size of the shift to detect, then the sample size should be set to
Varying sample sizes
In the case of 100% inspection, variation in the production rate (e.g., due to maintenance or shift changes) conspires to produce different sample sizes for each observation plotted on the p-chart. There are three ways to deal with this:
Sensitivity of control limits
Some practitioners have pointed out that the p-chart is sensitive to the underlying assumptions, using control limits derived from the binomial distribution rather than from the observed sample variance. Due to this sensitivity to the underlying assumptions, p-charts are often implemented incorrectly, with control limits that are either too wide or too narrow, leading to incorrect decisions regarding process stability. A p-chart is a form of the Individuals chart (also referred to as "XmR" or "ImR"), and these practitioners recommend the individuals chart as a more robust alternative for count-based data.