
 | ||
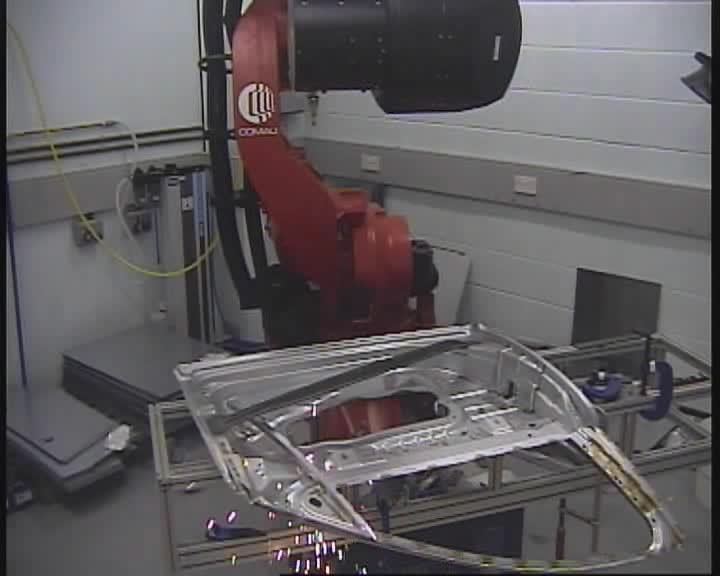
Laser beam welding (LBW) is a welding technique used to join multiple pieces of metal through the use of a laser. The beam provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. The process is frequently used in high volume applications using automation, such as in the automotive industry. It is based on keyhole or penetration mode welding.
Contents
Operation
Like electron beam welding (EBW), laser beam welding has high power density (on the order of 1 MW/cm2) resulting in small heat-affected zones and high heating and cooling rates. The spot size of the laser can vary between 0.2 mm and 13 mm, though only smaller sizes are used for welding. The depth of penetration is proportional to the amount of power supplied, but is also dependent on the location of the focal point: penetration is maximized when the focal point is slightly below the surface of the workpiece
A continuous or pulsed laser beam may be used depending upon the application. Millisecond-long pulses are used to weld thin materials such as razor blades while continuous laser systems are employed for deep welds.
LBW is a versatile process, capable of welding carbon steels, HSLA steels, stainless steel, aluminum, and titanium. Due to high cooling rates, cracking is a concern when welding high-carbon steels. The weld quality is high, similar to that of electron beam welding. The speed of welding is proportional to the amount of power supplied but also depends on the type and thickness of the workpieces. The high power capability of gas lasers make them especially suitable for high volume applications. LBW is particularly dominant in the automotive industry.
Some of the advantages of LBW in comparison to EBW are as follows:
- the laser beam can be transmitted through air rather than requiring a vacuum
- the process is easily automated with robotic machinery
- x-rays are not generated
- LBW results in higher quality welds
A derivative of LBW, laser-hybrid welding, combines the laser of LBW with an arc welding method such as gas metal arc welding. This combination allows for greater positioning flexibility, since GMAW supplies molten metal to fill the joint, and due to the use of a laser, increases the welding speed over what is normally possible with GMAW. Weld quality tends to be higher as well, since the potential for undercutting is reduced.
Automation and CAM
Although laser beam welding can be accomplished by hand, most systems are automated use a system of computer aided manufacturing based on computer aided designs. Laser welding can also be coupled with milling to form a finished part.
Recently the RepRap project, which historically worked on fused filament fabrication, expanded to development of open source laser welding systems. Such systems have been fully characterized and can be used in a wide scale of applications while reducing conventional manufacturing costs.
Lasers
Solid state laser
Solid-state lasers operate at wavelengths on the order of 1 micrometer, much shorter than gas lasers, and as a result require that operators wear special eyewear or use special screens to prevent retina damage. Nd:YAG lasers can operate in both pulsed and continuous mode, but the other types are limited to pulsed mode. The original and still popular solid-state design is a single crystal shaped as a rod approximately 20 mm in diameter and 200 mm long, and the ends are ground flat. This rod is surrounded by a flash tube containing xenon or krypton. When flashed, a pulse of light lasting about two milliseconds is emitted by the laser. Disk shaped crystals are growing in popularity in the industry, and flashlamps are giving way to diodes due to their high efficiency. Typical power output for ruby lasers is 10–20 W, while the Nd:YAG laser outputs between 0.04–6,000 W. To deliver the laser beam to the weld area, fiber optics are usually employed.
Gas laser
Gas lasers use high-voltage, low-current power sources to supply the energy needed to excite the gas mixture used as a lasing medium. These lasers can operate in both continuous and pulsed mode, and the wavelength of the CO2 gas laser beam is 10.6 μm, deep infrared, i.e. 'heat'. Fiber optic cable absorbs and is destroyed by this wavelength, so a rigid lens and mirror delivery system is used. Power outputs for gas lasers can be much higher than solid-state lasers, reaching 25 kW.
Fiber laser
In fiber lasers, the gain medium is the optical fiber itself. They are capable of power up to 50 kW and are increasingly being used for robotic industrial welding.
Laser beam delivery
Modern laser beam welding machines can be grouped into two types. In the traditional type, the laser output is moved to follow the seam. This is usually achieved with a robot. In many modern applications, remote laser beam welding is used. In this method, the laser beam is moved along the seam with the help of a laser scanner, so that the robotic arm does not need to follow the seam any more. The advantages of remote laser welding are the higher speed and the higher precision of the welding process.