
 | ||
Vibratory Stress Relief, often abbreviated VSR, is a non-thermal stress relief method used by the metal working industry to enhance the dimensional stability and mechanical integrity of castings, forgings, and welded components, chiefly for two categories of these metal workpieces:
Contents
These stresses are called residual stresses, because they reside within the metal workpiece. Residual stresses are caused by rapid, unequal cooling as opposed to the stresses caused by external loading. This unequal cooling occurs during welding, casting, forging, rough machining or hot rolling. These stresses often lead to distortion or warping of the structure during machining, assembly, testing, transport, field-use or over time. In extreme cases, residual stress can cause structural failure.
Almost all vibratory stress relief equipment manufacturers and procedures use the workpiece’s own resonant frequency to boost the loading experienced by induced vibration, so to maximize the degree of stress relief achieved. Some equipment and procedures are designed to operate near, but not at, workpiece resonances (perhaps to extend equipment life)(example WIAP research, but independent research has consistently shown resonant frequency vibration to be more effective. See references 4, 6, and 9.
The effectiveness of vibratory stress relief is highly questionable. In general, the strain amplitudes achieved during vibratory stress relief are too low to exceed the critical stress required to activate mechanical relaxation during the induced low amplitude high cycle fatigue excitation of the transducer vibrations. If the strain amplitudes were increased to a level sufficient to cause instability in the residual stresses, fatigue damage would occur. For most applications, conventional stress relief methodologies should be applied to components that require the reduction of residual stresses.
Criteria for effective VSR treatment
Effective vibratory stress relief treatment results from a combination of factors:
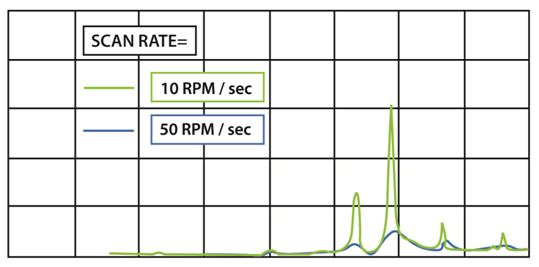
1. Material condition: The material must be ductile. Metal in the welded, cast, forged, or hot-rolled condition can be treated. Material that has been severely cold-rolled or through-hardened, which renders the metal non-ductile, will resist effective treatment.2. Component geometry: Large workpieces lend themselves well to vibratory stress relief, likely due to their being more able to be resonated, however a variety of modest-sized workpieces (overall size less than 20" / 500 mm) have been effectively stress relieved, using vibration.3. Setup for VSR Treatment involves several steps.Each of these changes, which often combine, i.e., peak growth AND shifting, is consistent with a lowering of the rigidity of the workpiece. The workpiece rigidity is inflated by the presence of residual stress. In the example below, which depicts a common resonance pattern change that occurs during vibratory stress relief, the large peak grew by 47%, while simultaneously shifting to the left 28-RPM, which is less than 0.75%. See Figure 4.
The equipment used to perform this stress relief had vibrator speed regulation of ± 0.02%, and speed increment fine-tuning of 1-RPM, which allowed even subtle shifting of the peaks to be accurately tracked to their final, stable locale.
The pattern of change, i.e., how quickly the peaks grow and shift, is faster at the beginning of vibration treatment: As treatment continues, the rate of change decreases, eventually resulting in a new, stable resonance pattern. Stability of this new resonance pattern indicates that dimensional stability of the workpiece has been achieved.
The power plot is useful in both positioning and orienting the vibrator, and when adjusting the vibrator unbalance. Poor or inappropriate vibrator locations or orientations, or excessive vibrator unbalance settings, cause large peaks in the power plot. Use of higher-powered vibrator motors (above 2-kW) provides more "head-room" for peaks in power to be tolerated, and treatment to take place, which was the case here: The power peak at ≈ 3700-RPM was only half of the vibrator motor’s 2.3-kW power capacity (top of the power scale).
A Pre-Treatment Scan, which functions as a base-line, is first recorded in green. The operator uses this green data set to tune upon the resonances, and monitor the growth and shifting of the resonance peaks. After peak growth and shifting have subsided, a Post-Treatment Scan is made (red). This data is superimposed on the original, green, Pre-Treatment Scan data, documenting the changes in resonance pattern. The stress relief treatment resulted in 47% growth of the original, large peak, while it shifted to the left 28-RPM (less than 0.75%).
After stress relief treatment, the braces (rust-colored, structural beams), which are used to maintain the desired shape during welding, were removed. The spacing between the two "arms" remained the same; no change was detectable (measured to 1/32" or less than 1 mm), and the spacing remained so throughout assembly, testing (to 60 ton test loads), transport, and installation.
When should VSR be considered and the limits of TSR
VSR is not accepted by the Engineering community at large as a viable method of relaxing or reducing residual stresses in components that require it. For general use, conventional residual stress relaxation methodologies are recommended.
Historically, the first type of stress relief was performed on castings by storing them outside for months or even years. This was referred to as curing, a term used for long-term storage of freshly hewn wood. Fresh castings were referred to as being green, meaning, they were prone to distortion during precision machining, just as green wood bows during cutting.
Later, thermal stress relief (TSR) was developed to alleviate the lengthy time requirements of curing. It has been known for many years, however, that TSR has limitations or shortcomings, specifically:
Metal components, whose function would be enhanced by stress relief, and fall into one or more of the above categories, are strong candidates for VSR for quality-related reasons.
Further, there is a strong economic incentive to use vibratory stress relief on large workpieces, since stress relief using a furnace (thermal stress relief or TSR) is highly energy-intensive; consuming much natural gas, and hence, producing much CO2. The cost of TSR is approximately proportional to a metal component’s weight or overall size, estimated to be $2,500 USD for the structure pictured, plus transportation costs, which might involve special transport permits, to and from a furnace. VSR Treatment would cost a company owning appropriate equipment less than 15% as much ( ≈ $400 ) as TSR Treatment, chiefly amortization of equipment investment plus labor, and a modest amount of electrical consumption, and treatment would take less than two hours, with no transport required. However, the lack of independent data to show that this technique is effective may mean that even that lesser investment is not of any value, so use of VSR should evaluated very carefully before proceeding.