
 | ||
Selective catalytic reduction (SCR) is a means of converting nitrogen oxides, also referred to as NO
x with the aid of a catalyst into diatomic nitrogen (N
2) , and water (H
2O). A gaseous reductant, typically anhydrous ammonia, aqueous ammonia or urea, is added to a stream of flue or exhaust gas and is adsorbed onto a catalyst. Carbon dioxide, CO
2 is a reaction product when urea is used as the reductant.
Contents
Selective catalytic reduction of NO
x using ammonia as the reducing agent was patented in the United States by the Engelhard Corporation in 1957. Development of SCR technology continued in Japan and the US in the early 1960s with research focusing on less expensive and more durable catalyst agents. The first large-scale SCR was installed by the IHI Corporation in 1978.
Commercial selective catalytic reduction systems are typically found on large utility boilers, industrial boilers, and municipal solid waste boilers and have been shown to reduce NO
x by 70-95%. More recent applications include diesel engines, such as those found on large ships, diesel locomotives, gas turbines, and even automobiles.
Chemistry
The NO
x reduction reaction takes place as the gases pass through the catalyst chamber. Before entering the catalyst chamber the ammonia, or other reductant (such as urea), is injected and mixed with the gases. The chemical equation for a stoichiometric reaction using either anhydrous or aqueous ammonia for a selective catalytic reduction process is:
3 + O
2 → 4N
2 + 6H
2O2NO
2 + 4NH
3 + O
2 → 3N
2 + 6H
2ONO + NO
2 + 2NH
3 → 2N
2 + 3H
2O
With several secondary reactions:
2SO2 + O
2 → 2SO
32NH
3 + SO
3 + H
2O → (NH
4)
2SO
4NH
3 + SO
3 + H
2O → NH
4HSO
4
The reaction for urea instead of either anhydrous or aqueous ammonia is:
4NO + 2(NH2)
2CO + O
2 → 4N
2 + 4H
2O + 2CO
2
The ideal reaction has an optimal temperature range between 630 and 720 K, but can operate from 500 to 720 K with longer residence times. The minimum effective temperature depends on the various fuels, gas constituents, and catalyst geometry. Other possible reductants include cyanuric acid and ammonium sulfate.
Catalysts
SCR catalysts are made from various ceramic materials used as a carrier, such as titanium oxide, and active catalytic components are usually either oxides of base metals (such as vanadium, molybdenum and tungsten), zeolites, or various precious metals. Another catalyst based on activated carbon was also developed which is applicable for the removal of NOx at low temperatures. Each catalyst component has advantages and disadvantages.
Base metal catalysts, such as the vanadium and tungsten, lack high thermal durability, but are less expensive and operate very well at the temperature ranges most commonly seen in industrial and utility boiler applications. Thermal durability is particularly important for automotive SCR applications that incorporate the use of a diesel particulate filter with forced regeneration. They also have a high catalysing potential to oxidize SO
2 into SO
3, which can be extremely damaging due to its acidic properties.
Zeolite catalysts have the potential to operate at substantially higher temperature than base metal catalysts; they can withstand prolonged operation at temperatures of 900 K and transient conditions of up to 1120 K. Zeolites also have a lower potential for potentially damaging SO
2 oxidation.
Iron- and copper-exchanged zeolite urea SCRs have been developed with approximately equal performance to that of vanadium-urea SCRs if the fraction of the NO
2 is 20% to 50% of the total NO
x. The two most common designs of SCR catalyst geometry used today are honeycomb and plate. The honeycomb form usually is an extruded ceramic applied homogeneously throughout the ceramic carrier or coated on the substrate. Like the various types of catalysts, their configuration also has advantages and disadvantages. Plate-type catalysts have lower pressure drops and are less susceptible to plugging and fouling than the honeycomb types, but plate configurations are much larger and more expensive. Honeycomb configurations are smaller than plate types, but have higher pressure drops and plug much more easily. A third type is corrugated, comprising only about 10% of the market in power plant applications.
Reductants
Several reductants are currently used in SCR applications including anhydrous ammonia, aqueous ammonia or urea. All those three reductants are widely available in large quantities.
Pure anhydrous ammonia is extremely toxic and difficult to safely store, but needs no further conversion to operate within an SCR. It is typically favoured by large industrial SCR operators. Aqueous ammonia must be vaporized in order to be used, but it is substantially safer to store and transport than anhydrous ammonia. Urea is the safest to store, but requires conversion to ammonia through thermal decomposition in order to be used as an effective reductant.
Limitations
SCR systems are sensitive to contamination and plugging resulting from normal operation or abnormal events. Many SCRs are given a finite life due to known amounts of contaminants in the untreated gas. The large majority of catalyst on the market is of porous construction. A clay planting pot is a good example of what SCR catalyst feels like. This porosity is what gives the catalyst the high surface area essential for reduction of NOx. However, the pores are easily plugged by a variety of compounds present in combustion/fuel gas. Some examples of plugging contaminates are: fine particulate, ammonia sulfur compounds, ammonium bisulfate (ABS) and silicon compounds. Many of these contaminants can be removed while the unit is on line, for example by sootblowers. The unit can also be cleaned during a turnaround or by raising the exhaust temperature. Of more concern to SCR performance is poisons, which will destroy the chemistry of the catalyst and render the SCR ineffective at NOx reduction or cause unwanted oxidation of ammonia (forming more NOx). Some of these poisons include: halogens, alkaline metals, arsenic, phosphorus, antimony, chrome, copper.
Most SCRs require tuning to properly perform. Part of tuning involves ensuring a proper distribution of ammonia in the gas stream and uniform gas velocity through the catalyst. Without tuning, SCRs can exhibit inefficient NOx reduction along with excessive ammonia slip due to not utilizing the catalyst surface area effectively. Another facet of tuning involves determining the proper ammonia flow for all process conditions. Ammonia flow is in general controlled based on NOx measurements taken from the gas stream or preexisting performance curves from an engine manufacturer (in the case of gas turbines and reciprocating engines). Typically, all future operating conditions must be known beforehand to properly design and tune an SCR system.
Ammonia slip is an industry term for ammonia passing through the SCR un-reacted. This occurs when ammonia is over-injected into gas stream, temperatures are too low for ammonia to react, or catalyst has degraded (see above).
Temperature is one of the largest limitations of SCR. Gas turbines, cars, and diesel engines all have a period during a start-up where exhaust temperatures are too cool for NOx reduction to occur.
Power plants
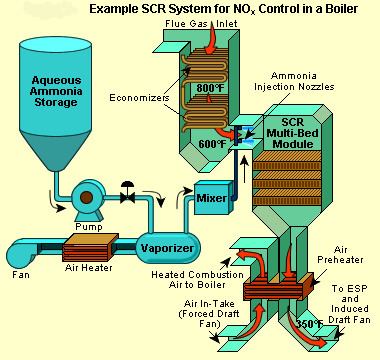
In power stations, the same basic technology is employed for removal of NO
x from the flue gas of boilers used in power generation and industry. In general, the SCR unit is located between the furnace economizer and the air heater, and the ammonia is injected into the catalyst chamber through an ammonia injection grid. As in other SCR applications, the temperature of operation is critical. Ammonia slip is also an issue with SCR technology used in power plants.
Other issues that must be considered in using SCR for NO
x control in power plants are the formation of ammonium sulfate and ammonium bisulfate due to the sulfur content of the fuel as well as the undesirable catalyst-caused formation of SO
3 from the SO
2 and O
2 in the flue gas.
A further operational difficulty in coal-fired boilers is the binding of the catalyst by fly ash from the fuel combustion. This requires the usage of sootblowers, sonic horns, and careful design of the ductwork and catalyst materials to avoid plugging by the fly ash. SCR catalysts have a typical operational lifetime of about 16,000-40,000 hours in coal-fired power plants, depending on the flue gas composition, and up to 80,000 hours in cleaner gas-fired power plants.
SCR and EPA 2010
Diesel engines manufactured on or after January 1, 2010 are required to meet lowered NOx standards for the US market.
All of the heavy-duty engine (Class 7-8 trucks) manufacturers except for Navistar International and Caterpillar Inc. continuing to manufacture engines after this date have chosen to use SCR. This includes Detroit Diesel (DD13, DD15, and DD16 models), Cummins (ISX, ISL9, ISB6.7, and ISC8.3 line), PACCAR, and Volvo/Mack. These engines require the periodic addition of diesel exhaust fluid (DEF, a urea solution) to enable the process. DEF is available in a bottle from most truck stops, and some provide bulk DEF dispensers near diesel fuel pumps. Caterpillar and Navistar had initially chosen to use enhanced exhaust gas recirculation (EEGR) to comply with the Environmental Protection Agency (EPA) standards, but in July 2012 Navistar announced it would be pursuing SCR technology for its engines, except on the MaxxForce 15 which was to be discontinued.
BMW, Daimler AG, and Volkswagen have used SCR technology in some of their passenger diesel cars.