
 | ||
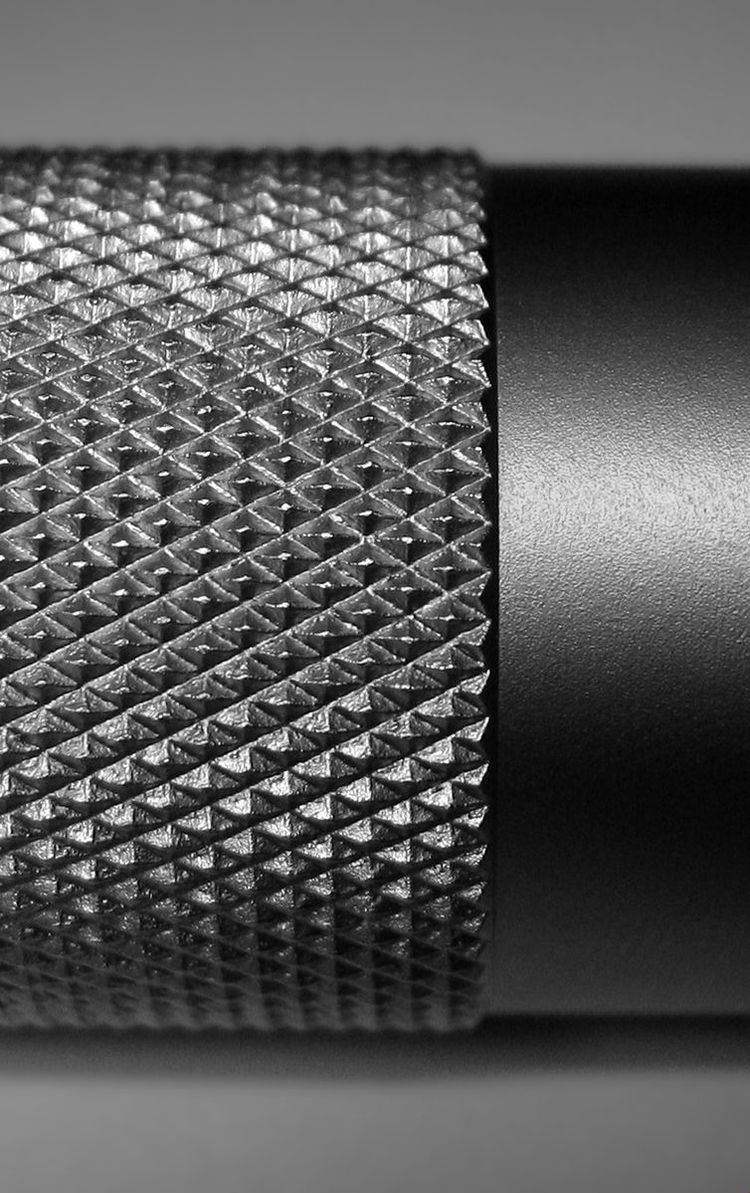
Knurling is a manufacturing process, typically conducted on a lathe, whereby a pattern of straight, angled or crossed lines is cut or rolled into the material.
Contents
Uses
The operation is performed for producing indentations on a part of a workpiece. Knurling allows hands or fingers to get a better grip on the knurled object than would be provided by the originally smooth metal surface. Occasionally, the knurled pattern is a series of straight ridges or a helix of "straight" ridges rather than the more-usual criss-cross pattern.
Knurling may also be used as a repair method: because a rolled-in knurled surface has raised-up areas surrounding the depressed areas, these raised areas can make up for wear on the part. In the days when labor was cheap and parts expensive, this repair method was feasible on pistons of internal combustion engines, where the skirt of a worn piston was expanded back to the nominal size using a knurling process. As auto parts have become less expensive, knurling has become less prevalent than it once was, and is specifically discouraged by performance engine builders.
Knurling can also be used when a component will be assembled into a low precision component, for example a metal pin into a plastic molding. The outer surface of the metal pin is knurled so that the raised detail 'bites' into the plastic irrespective of whether the size of the hole in the plastic closely matches the diameter of the pin.
Tool handles, mechanical pencils, barbell bars, and the control knobs on electronic equipment are frequently knurled.
Knurling is also used on the grips of darts and the footpegs of BMX bicycles. Aside from adding functionality to an object (valve repairs and hand grips being some of the most common), knurling also adds a decorative pattern to the material. The knurled nut is one such application, which uses a knurled finish instead of hexagonal or square edges which helps in tightening or loosening the nut without the use of a tool. The knurled surfaces provide enough grip to hold the nut between the thumb and forefinger. Hence it is also called a thumb nut. It is mainly used on small diameter bolts. Knurled nuts are typically used in electrical components, musical instruments and in automobiles.
Process
More common than knurl cutting, knurl rolling is usually accomplished using one or more very hard rollers that contain the reverse of the pattern to be imposed. It is possible for a "straight" knurl (not criss-crossed) to be pressed with a single roller, however the material needs to be supported adequately to avoid deformation. A criss-cross pattern can be accomplished using any of:
A popular myth is that rolled knurls are somewhat more complicated to design than cut knurls because the outer diameter of the work piece must be chosen to allow the roller to roll an integral number of patterns around the workpiece, in practice if the knurl is applied positively, it will engage with its own impression and create a proper knurl on any diameter of work. The integer number of knurls for any given diameter typically varies by three repetitions from the bottom to the top of the pattern. By comparison, for cut knurls, the spacing of the cuts is not preset and can be adjusted to allow an integral number of patterns around the workpiece no matter what the diameter of the workpiece.
Hand knurling tools are available. These resemble pipecutters but contain knurling wheels rather than cutting wheels. Usually, three wheels are carried by the tool: two left-handed wheels and one right-handed wheel or vice versa.
Cut knurling often employs automatic feed, the tooling for cut knurling resembles that for form knurling with the exception that the knurls have sharp edges and are presented to the work at an angle allowing the sharp edges to cut the work, angled, diamond and straight knurling are all supported by cut knurling It is impossible to cut knurling "Like extremely coarse pitch threads" both because lathe gear trains will not support such longitudinal speeds and because reasonable cutting speeds would be impossible to achieve.