
 | ||
Press tools are commonly used in hydraulic, pneumatic, and mechanical presses to produce components at high volumes. Generally press tools are categorized by the types of operation performed using the tool, such as blanking, piercing, bending, forming, forging, trimming etc. The press tool will also be specified as a blanking tool, piercing tool, bending tool etc.
Contents
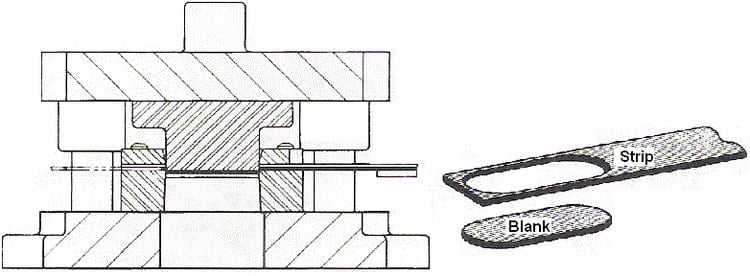
Blanking tool
in blanking metal is obtain after cutting is not a scrap or it is use able.
Piercing tool
Piercing involves cutting of clean holes with a resulting scrap slug. The operation is called die cutting and can also produce flat components where the die, the shaped tool, is pressed into a sheet material employing a shearing action to cut holes. This method can be used to cut parts of different sizes and shapes in sheet metal, leather and many other materials.
Cut off tool
Cut off operations are those in which a strip of suitable width is cut to length in a single operation. Cut-off tools can produce many parts. The required length of strip can be cut off for bending and forming operations using this tool.
Parting off tool
Partings are similar, in that a discrete part is cut from a sheet or strip of metal along a desired geometric path. The difference between a cutoff and a parting is that a cutoff can be nestled perfectly on the sheet metal, due to its geometry. With cutoffs, the cutting of sheet metal can be done over one path at a time and there is practically no waste of material. With partings, the shape can not be nestled precisely. Parting involves cutting the sheet metal along two paths simultaneously. Partings waste a certain amount of material, that can be significant.
Trimming tool
When cups and shells are drawn from flat sheet metal the edge is left wavy and irregular, due to uneven flow of metal. Shown is flanged shell, as well as the trimmed ring removed from around the edge. While a small amount of Material is removed from the side of a component in trimming tool.
Shaving tool
Shaving removes a small amount of material around the edges of a previously blanked stampings or piercing. A straight, smooth edge is provided and therefore shaving is frequently performed on instrument parts, watch and clock parts and the like. Shaving is accomplished in shaving tools especially designed for the purpose.
Bending tool
Bending tools apply simple bends to stampings. A simple bend is done in which the line of the bend is straight. One or more bends may be involved, and bending tools are a large important class of press tools.
Forming tool
Forming tools apply more complex forms to work pieces. The line of bend is curved instead of straight and the metal is subjected to plastic flow or deformation.
Drawing tool
Drawing tools transform flat sheets of metal into cups, shells or other drawn shapes by subjecting the material to severe plastic deformation. Shown in fig is a rather deep shell that has been drawn from a flat sheet.
This type of Press tool is used to perform only one particular operation therefore classified under stage tools.
Progressive tool
A progressive tool differs from a stage tool in the following respect: in a progressive tool the final component is obtained by progressing the sheet metal or strip in more than one stage. At each stage the tool will progressively shape the component towards its final shape, with the final stage normally being cutting-off.
Compound tool
The compound tool differs from progressive and stage tools by the arrangement of the punch and die. It is an inverted tool where blanking and piercing takes place in a single stage and also the blanking punch will act as the piercing die.
Combination tool
In a combination tool two or more operations such as bending and trimming will be performed simultaneously. Two or more operations such as forming, drawing, extruding, embossing may be combined on the component with various cutting operations like blanking, piercing, broaching and cut off takes place- it can perform a cutting and non cutting operations in a single tool.
General press tool construction
The general press tool construction will have following elements:
Cutting force in press tool
In general cutting force (CF) can be calculated using formula: CF =L x S x ζmax
cutting force will be in Newton(N) Where, L = Cut length in mm,(perimeter of profile to be cut) Ex: 40 mm square to be cut will have cut length of 160 mm
S = Sheet metal thickness in mm,
ζmax = Maximum shear strength of sheet metal MPa
Stripping force
Stripping force will be usually 10 to 20 % of cutting force.
Press force
Press force will be cutting force with stripping force Press Force = Cutting force + Stripping force