
 | ||
Rheological weldability (RW) is proposed as a criterion to determine reliably weldability of thermoplastics. In a practical manner, RW of thermoplastics is assessed through their rheological properties: viscosity (η) and activation energy (Ea). According to RW criterion, the lower the viscosity (η) during welding process and the lower the absolute value of activation energy (|Ea|), the better the weldability.
Contents
The lower the η, the better the RW
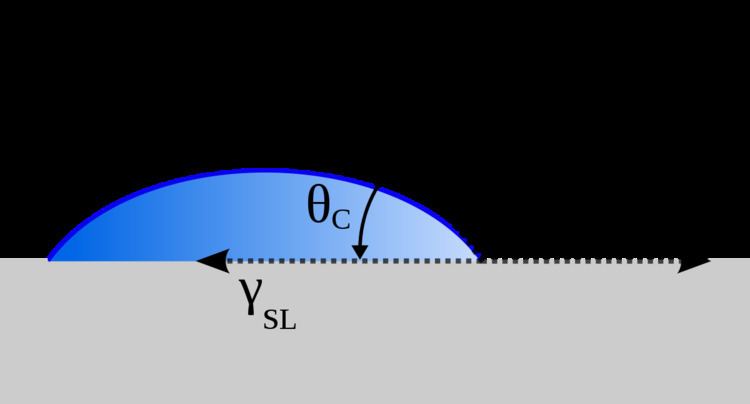
Regarding sessile drop technique, wetting is characterized by degree of interfacial contact and quantified via contact angle (θc) of a liquid on a solid surface at equilibrium, as shown in Fig. 1. Interrelation between contact angle and surface tensions at equilibrium is given by the Young equation:
where
For perfectly good wetting, contact angle (θc) at equilibrium should be a minimum. However, it is valid only at equilibrium, and rate of the equilibrium depends on the balance between driving force of wetting and viscosity of the liquid. In the case of polymer melts, viscosity can be very high and it may take a long time to reach the equilibrium contact angle (dynamic contact angle is likely higher than the contact angle at equilibrium).
Consequently, for the evaluation of weldability, viscosity of molten thermoplastics (polymer melts) have to be taken into account since welding is a rapid process. It can be said that the lower the viscosity during welding process (at welding temperature and pressure), the better the weldability.
Recalling that viscosity (η) decreases with increasing temperature (T) and shear rate (
The lower the |Ea|, the better the RW
During operation of a welding process, soften or molten portion of thermoplastics (polymer articles) is able to flow through the interface. Smaller amount of flow causes smaller diffusion at the interface and lower weld strength. In order for a polymer melt to flow, macromolecular chain segments must be able to move. When the chain segments obtain sufficient thermal energy to overcome energy barrier, they can move readily. The energy barrier is called as activation energy (Ea). It can be said that if a polymer’s absolute value of activation energy (|Ea|) is lower, its weldability becomes better.
|Ea| values of such polymers as PVC decrease with increasing shear rate (
Using viscosity-shear rate (
where
How to calculate absolute value of activation energy (|Ea|) by taking the natural logarithm of Arrhenius equation can be readily learned elsewhere (see Arrhenius equation).