
Abbreviations PE | ||
 | ||
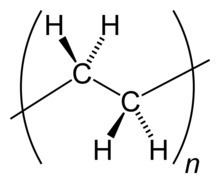
Polyethylene molecular structure bonding
Polyethylene (abbreviated PE) or polyethene (IUPAC name polyethene or poly(methylene)) is the most common plastic. The annual global production is around 80 million tonnes. Its primary use is in packaging (plastic bags, plastic films, geomembranes, containers including bottles, etc.). Many kinds of polyethylene are known, with most having the chemical formula (C2H4)n. PE is usually a mixture of similar polymers of ethylene with various values of n.
Contents
- Polyethylene molecular structure bonding
- History
- Properties
- Mechanical properties
- Thermal properties
- Chemical properties
- Electrical properties
- Optical properties
- Monomer
- Polymerization
- Joining
- Classification
- Ultra high molecular weight polyethylene UHMWPE
- High density polyethylene HDPE
- Cross linked polyethylene PEX or XLPE
- Medium density polyethylene MDPE
- Linear low density polyethylene LLDPE
- Low density polyethylene LDPE
- Very low density polyethylene VLDPE
- Copolymers
- Molecular structure of different PE types
- Chain branches
- Environmental issues
- Biodegrading plastics
- Chemically modified polyethylene
- olefins
- Metallocene polyethylene PE MC
- Polyethylene with multimodal molecular weight distribution
- Cyclic olefin copolymers COC
- Polar ethylene copolymers
- Ethylene copolymers with unsaturated alcohols
- Ethyleneacrylic acid copolymers EAA
- Ethylene copolymers with unsaturated esters
- Crosslinking
- Applications
- Types of crosslinking
- Degree of crosslinking
- Chlorination and sulfochlorination
- Bio based polyethylene
- Nomenclature and general description of the process
- References

History
Polyethylene was first synthesized by the German chemist Hans von Pechmann, who prepared it by accident in 1898 while investigating diazomethane. When his colleagues Eugen Bamberger and Friedrich Tschirner characterized the white, waxy substance that he had created, they recognized that it contained long –CH2– chains and termed it polymethylene.
The first industrially practical polyethylene synthesis (diazomethane is a notoriously unstable substance that is generally avoided in industrial application) was discovered in 1933 by Eric Fawcett and Reginald Gibson, again by accident, at the Imperial Chemical Industries (ICI) works in Northwich, England. Upon applying extremely high pressure (several hundred atmospheres) to a mixture of ethylene and benzaldehyde they again produced a white, waxy material. Because the reaction had been initiated by trace oxygen contamination in their apparatus, the experiment was, at first, difficult to reproduce. It was not until 1935 that another ICI chemist, Michael Perrin, developed this accident into a reproducible high-pressure synthesis for polyethylene that became the basis for industrial LDPE production beginning in 1939. Because polyethylene was found to have very low-loss properties at very high frequency radio waves, commercial distribution in Britain was suspended on the outbreak of World War II, secrecy imposed, and the new process was used to produce insulation for UHF and SHF coaxial cables of radar sets. During World War II, further research was done on the ICI process and in 1944 Bakelite Corporation at Sabine, Texas, and Du Pont at Charleston, West Virginia, began large-scale commercial production under license from ICI.
The breakthrough landmark in the commercial production of polyethylene began with the development of catalyst that promote the polymerization at mild temperatures and pressures. The first of these was a chromium trioxide–based catalyst discovered in 1951 by Robert Banks and J. Paul Hogan at Phillips Petroleum. In 1953 the German chemist Karl Ziegler developed a catalytic system based on titanium halides and organoaluminium compounds that worked at even milder conditions than the Phillips catalyst. The Phillips catalyst is less expensive and easier to work with, however, and both methods are heavily used industrially. By the end of the 1950s both the Phillips- and Ziegler-type catalysts were being used for HDPE production. In the 1970s, the Ziegler system was improved by the incorporation of magnesium chloride. Catalytic systems based on soluble catalysts, the metallocenes, were reported in 1976 by Walter Kaminsky and Hansjörg Sinn. The Ziegler- and metallocene-based catalysts families have proven to be very flexible at copolymerizing ethylene with other olefins and have become the basis for the wide range of polyethylene resins available today, including very low density polyethylene and linear low-density polyethylene. Such resins, in the form of UHMWPE fibers, have (as of 2005) begun to replace aramids in many high-strength applications.
Properties
The properties of polyethylene can be divided into mechanical, chemical, electrical, optical, and thermal properties.
Mechanical properties
Polyethylene is of low strength, hardness and rigidity, but has a high ductility and impact strength as well as low friction. It shows strong creep under persistent force, which can be reduced by addition of short fibers. It feels waxy when touched.
Thermal properties
The usefulness of polyethylene is limited by its melting point of 80 °C (176 °F) (HDPE, types of low crystalline softens earlier). For common commercial grades of medium- and high-density polyethylene the melting point is typically in the range 120 to 180 °C (248 to 356 °F). The melting point for average, commercial, low-density polyethylene is typically 105 to 115 °C (221 to 239 °F). These temperatures vary strongly with the type of polyethylene.
Chemical properties
Polyethylene consists of nonpolar, saturated, high molecular weight hydrocarbons. Therefore, its chemical behavior is similar to paraffin. The individual macromolecules are not covalently linked. Because of their symmetric molecular structure, they tend to crystallize; overall polyethylene is partially crystalline. Higher crystallinity increases density and mechanical and chemical stability.
Most LDPE, MDPE, and HDPE grades have excellent chemical resistance, meaning they are not attacked by strong acids or strong bases, and are resistant to gentle oxidants and reducing agents. Crystalline samples do not dissolve at room temperature. Polyethylene (other than cross-linked polyethylene) usually can be dissolved at elevated temperatures in aromatic hydrocarbons such as toluene or xylene, or in chlorinated solvents such as trichloroethane or trichlorobenzene.
Polyethylene absorbs almost no water. The gas and water vapor permeability (only polar gases) is lower than for most plastics; oxygen, carbon dioxide and flavorings on the other hand can pass it easily.
PE can become brittle when exposed to sunlight, carbon black is usually used as a UV stabilizer.
Polyethylene burns slowly with a blue flame having a yellow tip and gives off an odour of paraffin (similar to candle flame). The material continues burning on removal of the flame source and produces a drip.
Polyethylene cannot be imprinted or stuck together without pretreatment.
Electrical properties
Polyethylene is a good electrical insulator. It offers good tracking resistance; however, it becomes easily electrostatically charged (which can be reduced by additions of graphite, carbon black or antistatic agents).
Optical properties
Depending on thermal history and film thickness PE can vary between almost clear (transparent), milky-opaque (translucent) or opaque. LDPE thereby owns the largest, LLDPE slightly lower and HDPE the least transparency. Transparency is reduced by crystallites if they are larger than the wavelength of visible light.
Monomer
The ingredient or monomer is ethylene (IUPAC name ethene), a gaseous hydrocarbon with the formula C2H4, which can be viewed as a pair of methylene groups (=CH
2) connected to each other. Because the compound is highly reactive, the ethylene must be of high purity. Typical specifications are <5 ppm for water, oxygen, and other alkenes. Acceptable contaminants include N2, ethane (common precursor to ethylene), and methane. Ethylene is usually produced from petrochemical sources, but also is generated by dehydration of ethanol.
Polymerization
Ethylene is a rather stable molecule that polymerizes only upon contact with catalysts. The conversion is highly exothermic. Coordination polymerization is the most pervasive technology, which means that metal chlorides or metal oxides are used. The most common catalysts consist of titanium(III) chloride, the so-called Ziegler-Natta catalysts. Another common catalyst is the Phillips catalyst, prepared by depositing chromium(VI) oxide on silica. Polyethylene can be produced through radical polymerization, but this route has only limited utility and typically requires high-pressure apparatus.
Joining
Commonly used methods for joining polyethylene parts together include:
Adhesives and solvents are rarely used because polyethylene is nonpolar and has a high resistance to solvents. Pressure-sensitive adhesives (PSA) are feasible if the surface is flame treated or corona treated. Commonly used adhesives include:
Classification
Polyethylene is classified by its density and branching. Its mechanical properties depend significantly on variables such as the extent and type of branching, the crystal structure, and the molecular weight. There are several types of polyethylene:
With regard to sold volumes, the most important polyethylene grades are HDPE, LLDPE, and LDPE.
Ultra-high-molecular-weight polyethylene (UHMWPE)
UHMWPE is polyethylene with a molecular weight numbering in the millions, usually between 3.5 and 7.5 million amu. The high molecular weight makes it a very tough material, but results in less efficient packing of the chains into the crystal structure as evidenced by densities of less than high-density polyethylene (for example, 0.930–0.935 g/cm3). UHMWPE can be made through any catalyst technology, although Ziegler catalysts are most common. Because of its outstanding toughness and its cut, wear, and excellent chemical resistance, UHMWPE is used in a diverse range of applications. These include can- and bottle-handling machine parts, moving parts on weaving machines, bearings, gears, artificial joints, edge protection on ice rinks, and butchers' chopping boards. It is commonly used for the construction of articular portions of implants used for hip and knee replacements. As fiber, it competes with aramid in bulletproof vests.
High-density polyethylene (HDPE)
HDPE is defined by a density of greater or equal to 0.941 g/cm3. HDPE has a low degree of branching. The mostly linear molecules pack together well, so intermolecular forces are stronger than in highly branched polymers. HDPE can be produced by chromium/silica catalysts, Ziegler-Natta catalysts or metallocene catalysts; by choosing catalysts and reaction conditions, the small amount of branching that does occur can be controlled. These catalysts prefer the formation of free radicals at the ends of the growing polyethylene molecules. They cause new ethylene monomers to add to the ends of the molecules, rather than along the middle, causing the growth of a linear chain.
HDPE has high tensile strength. It is used in products and packaging such as milk jugs, detergent bottles, butter tubs, garbage containers, and water pipes. One-third of all toys are manufactured from HDPE. In 2007, the global HDPE consumption reached a volume of more than 30 million tons.
Cross-linked polyethylene (PEX or XLPE)
PEX is a medium- to high-density polyethylene containing cross-link bonds introduced into the polymer structure, changing the thermoplastic into a thermoset. The high-temperature properties of the polymer are improved, its flow is reduced, and its chemical resistance is enhanced. PEX is used in some potable-water plumbing systems because tubes made of the material can be expanded to fit over a metal nipple and it will slowly return to its original shape, forming a permanent, water-tight connection.
Medium-density polyethylene (MDPE)
MDPE is defined by a density range of 0.926–0.940 g/cm3. MDPE can be produced by chromium/silica catalysts, Ziegler-Natta catalysts, or metallocene catalysts. MDPE has good shock and drop resistance properties. It also is less notch-sensitive than HDPE; stress-cracking resistance is better than HDPE. MDPE is typically used in gas pipes and fittings, sacks, shrink film, packaging film, carrier bags, and screw closures.
Linear low-density polyethylene (LLDPE)
LLDPE is defined by a density range of 0.915–0.925 g/cm3. LLDPE is a substantially linear polymer with significant numbers of short branches, commonly made by copolymerization of ethylene with short-chain alpha-olefins (for example, 1-butene, 1-hexene, and 1-octene). LLDPE has higher tensile strength than LDPE, and it exhibits higher impact and puncture resistance than LDPE. Lower thickness (gauge) films can be blown, compared with LDPE, with better environmental stress-cracking resistance, but is not as easy to process. LLDPE is used in packaging, particularly film for bags and sheets. Lower thickness may be used compared to LDPE. It is used for cable coverings, toys, lids, buckets, containers, and pipe. While other applications are available, LLDPE is used predominantly in film applications due to its toughness, flexibility, and relative transparency. Product examples range from agricultural films, Saran wrap, and bubble wrap, to multilayer and composite films. In 2013, the world LLDPE market reached a volume of US$40 billion.
Low-density polyethylene (LDPE)
LDPE is defined by a density range of 0.910–0.940 g/cm3. LDPE has a high degree of short- and long-chain branching, which means that the chains do not pack into the crystal structure as well. It has, therefore, less strong intermolecular forces as the instantaneous-dipole induced-dipole attraction is less. This results in a lower tensile strength and increased ductility. LDPE is created by free-radical polymerization. The high degree of branching with long chains gives molten LDPE unique and desirable flow properties. LDPE is used for both rigid containers and plastic film applications such as plastic bags and film wrap. In 2013, the global LDPE market had a volume of almost US$33 billion.
The radical polymerization process used to make LDPE does not include a catalyst that "supervises" the radical sites on the growing PE chains. (In HDPE synthesis, the radical sites are at the ends of the PE chains, because the catalyst stabilizes their formation at the ends.) Secondary radicals (in the middle of a chain) are more stable than primary radicals (at the end of the chain), and tertiary radicals (at a branch point) are more stable yet. Each time an ethylene monomer is added, it creates a primary radical, but often these will rearrange to form more stable secondary or tertiary radicals. Addition of ethylene monomers to the secondary or tertiary sites creates branching.
Very-low-density polyethylene (VLDPE)
VLDPE is defined by a density range of 0.880–0.915 g/cm3. VLDPE is a substantially linear polymer with high levels of short-chain branches, commonly made by copolymerization of ethylene with short-chain alpha-olefins (for example, 1-butene, 1-hexene and 1-octene). VLDPE is most commonly produced using metallocene catalysts due to the greater co-monomer incorporation exhibited by these catalysts. VLDPEs are used for hose and tubing, ice and frozen food bags, food packaging and stretch wrap as well as impact modifiers when blended with other polymers.
Recently, much research activity has focused on the nature and distribution of long chain branches in polyethylene. In HDPE, a relatively small number of these branches, perhaps one in 100 or 1,000 branches per backbone carbon, can significantly affect the rheological properties of the polymer.
Copolymers
In addition to copolymerization with alpha-olefins, ethylene can also be copolymerized with a wide range of other monomers and ionic composition that creates ionized free radicals. Common examples include vinyl acetate (the resulting product is ethylene-vinyl acetate copolymer, or EVA, widely used in athletic-shoe sole foams) and a variety of acrylates. Applications of acrylic copolymer include packaging and sporting goods, and superplasticizer, used for cement production.
Molecular structure of different PE types
The diverse material behavior of different types of polyethylene can be explained by their molecular structure. Molecular weight and crystallinity are having the biggest impact, the crystallinity in turn depends on molecular weight and degree of branching. The less the polymer chains are branched, and the smaller the molecular weight, the higher the crystallinity of polyethylene. The crystallinity is between 35% (PE-LD/PE-LLD) and 80% (PE-HD). Within crystallites polyethylene has a density of 1.0 g·cm−3, in the amorphous regions of 0.86 g·cm−3. Thus, an almost linear relationship exists between density and crystallinity.
The degree of branching of the different types of polyethylene can be schematically represented as follows:
The figure shows polyethylene backbones, short-chain branches and side chain branches. The polymer chains are represented linearly.
Chain branches
The properties of polyethylene are highly dependent on type and number of chain branches. The chain branches in turn depend on the process used: either the high-pressure process (only PE-LD) or the low-pressure process (all other PE grades). Low-density polyethylene is produced by the high-pressure process by radical polymerization, thereby numerous short chain branches as well as long chain branches are formed. Short chain branches are formed by intramolecular chain transfer reactions, they are always butyl or ethyl chain branches because the reaction proceeds after the following mechanism:
Environmental issues
Although ethylene can be produced from renewables, polyethylene is mainly made from petroleum or natural gas.
Biodegrading plastics
One of the main problems of polyethylene is that without special treatment it's not readily biodegradable, and thus accumulates. In Japan, getting rid of plastics in an environmentally friendly way was the major problem discussed until the Fukushima disaster in 2011. It was listed as a $90 billion market for solutions. Since 2008, Japan has rapidly increased the recycling of plastics, but still has a large amount of plastic wrapping which goes to waste.
In May 2008, Daniel Burd, a 16-year-old Canadian, won the Canada-Wide Science Fair in Ottawa after discovering that Pseudomonas fluorescens, with the help of Sphingomonas, can degrade over 40% of the weight of plastic bags in less than three months.
The thermophilic bacterium Brevibacillus borstelensis (strain 707) was isolated from a soil sample and found to use low-density polyethylene as a sole carbon source when incubated together at 50 °C. Biodegradation increased with time exposed to ultraviolet radiation.
In 2010, a Japanese researcher, Akinori Ito, released the prototype of a machine which creates oil from polyethylene using a small, self-contained vapor distillation process.
Acinetobacter sp. 351 can degrade lower molecular-weight PE oligomers. When PE is subjected to thermo- and photo-oxidization, products including alkanes, alkenes, ketones, aldehydes, alcohols, carboxylic acid, keto-acids, dicarboxylic acids, lactones, and esters are released.
In 2014, a Chinese researcher discovered that Indian mealmoth larvae could metabolize polyethylene from observing that plastic bags at his home had small holes in them. Deducing that the hungry larvae must have digested the plastic somehow, he and his team analyzed their gut bacteria and found a few that could use plastic as their only carbon source. Not only could the bacteria from the guts of the Plodia interpunctella moth larvae metabolize polyethylene, they degraded it significantly, dropping its tensile strength by 50%, its mass by 10% and the molecular weights of its polymeric chains by 13%.
Chemically modified polyethylene
Polyethylene may either be modified in the polymerization by polar or non-polar comonomers or after polymerization through polymer-analogous reactions. Common polymer-analogous reactions are in case of polyethylene crosslinking, chlorination and sulfochlorination.
α-olefins
In the low pressure process α-olefins (e.g. 1-butene or 1-hexene) may be added, which are incorporated in the polymer chain during polymerization. These copolymers introduce short side chains, thus crystallinity and density are reduced. As explained above, mechanical and thermal properties are changed thereby. In particular, PE-LLD is produced this way.
Metallocene polyethylene (PE-MC)
Metallocene polyethylene (PE-M) is prepared by means of metallocene catalysts, usually including copolymers (z. B. ethene / hexene). Metallocene polyethylene has a relatively narrow molecular weight distribution, exceptionally high toughness, excellent optical properties and a uniform comonomer content. Because of the narrow molecular weight distribution it behaves less pseudoplastic (especially under larger shear rates). Metallocene polyethylene has a low proportion of low molecular weight (extractable) components and a low welding and sealing temperature. Thus, it is particularly suitable for the food industry.
Polyethylene with multimodal molecular weight distribution
Polyethylene with multimodal molecular weight distribution consists of several polymer fractions, which are homogeneously mixed. Such polyethylene types offer extremely high stiffness, toughness, strength, stress crack resistance and an increased crack propagation resistance. They consist of equal proportions higher and lower molekularerer polymer fractions. The lower molecular weight units crystallize easier and relax faster. The higher molecular weight fractions form linking molecules between crystallites, thereby increasing toughness and stress crack resistance. Polyethylene with multimodal molecular weight distribution can be prepared either in two-stage reactors, by catalysts with two different active centers on a carrier or by blending in extruders.
Cyclic olefin copolymers (COC)
Cyclic olefin copolymers are prepared by copolymerization of ethene and cycloolefins (usually norbornene) produced by using metallocene catalysts. The resulting polymers are amorphous polymers and particularly transparent and heat resistant.
Polar ethylene copolymers
The basic compounds used as polar comonomers are vinyl alcohol (Ethenol, an unsaturated alcohol), acrylic acid (propenoic acid, an unsaturated acid) and esters containing one of the two compounds.
Ethylene copolymers with unsaturated alcohols
Ethylene/vinyl alcohol copolymer (EVOH) is (formally) a copolymer of PE and vinyl alcohol (ethenol), which is prepared by (partial) hydrolysis of ethylene-vinyl acetate copolymer (as vinyl alcohol itself is not stable). However, typically EVOH has a higher comonomer content than the VAC commonly used.
EVOH is used in multilayer films for packaging as a barrier layer (barrier plastic). As EVOH is hygroscopic (water-attracting), it absorbs water from the environment, whereby it loses its barrier effect. Therefore, it must be used as a core layer surrounded by other plastics (like LDPE, PP, PA or PET). EVOH is also used as a coating agent against corrosion at street lights, traffic light poles and noise protection walls.
Ethylene/acrylic acid copolymers (EAA)
Copolymer of ethylene and unsaturated carboxylic acids (such as acrylic acid) are characterized by good adhesion to different materials, by resistance to stress cracking and high flexibility. However, they are more sensitive to heat and oxidation than ethylene homopolymers. Ethylene/acrylic acid copolymers are used as adhesion promoters.
If salts of an unsaturated carboxylic acid are present in the polymer, thermo-reversible ion networks are formed, they are called ionomers. Ionomers are highly transparent thermoplastics which are characterized by high adhesion to metals, high abrasion resistance and high water absorption.
Ethylene copolymers with unsaturated esters
If unsaturated esters are copolymerized with ethylene, either the alcohol moiety may be in the polymer backbone (as it is the case in ethylene-vinyl acetate copolymer) or of the acid moiety (e. g. in ethylene-ethyl acrylate copolymer). Ethylene-vinyl acetate copolymers are prepared similarly to LD-PE by high pressure polymerization. The proportion of comonomer has a decisive influence on the behaviour of the polymer.
The density decreases up to a comonomer share of 10% because of the disturbed crystal formation. With higher proportions it approaches to the one of polyvinyl acetate (1.17 g/cm3). Due to decreasing crystallinity ethylene vinyl acetate copolymers are getting softer with increasing comonomer content. The polar side groups change the chemical properties significantly (compared to polyethylene): weather resistance, adhesiveness and weldability rise with comonomer content, while the chemical resistance decreases. Also mechanical properties are changed: stress cracking resistance and toughness in the cold rise, whereas yield stress and heat resistance decrease. With a very high proportion of comonomers (about 50%) rubbery thermoplastics are produced (thermoplastic elastomers).
Ethylene-ethyl acrylate copolymers behave similarly to ethylene-vinyl acetate copolymers.
Crosslinking
Various methods can used to prepare cross-linked polyethylene (PE-X) from thermoplastic polyethylene (PE-LD, PE-LLD or PE-HD). By crosslinking low-temperature impact strength, abrasion resistance and environmental stress cracking resistance can be increased significantly, whereas hardness and rigidity are somewhat reduced. PE-X does not melt anymore (analogous to elastomers) and is thermally resistant (over longer periods of up to 120 °C, for short periods without mechanical load up to 250 °C). With increasing crosslinking density also the maximum shear modulus increases (even at higher temperatures). PE-X has significantly enhanced properties compared with ordinary PE. As PE-X is infusible, always the final pre-products or the mold part are cross-linked.
Applications
PE-X is used as insulating material for medium and high voltage cable insulation, for hot water pipes and molded parts in electrical engineering, plant engineering and in automotive industry.
Types of crosslinking
A basic distinction is made between peroxide crosslinking (PE-Xa), silane crosslinking (PE-Xb), electron beam crosslinking (PE-Xc) and azo crosslinking (PE-Xd).
Shown are the peroxide, the silane and irradiation crosslinking. In each method, a radical is generated in the polyethylene chain (top center), either by radiation (h·ν) or by peroxides (R-O-O-R). Then, two radical chains can either directly crosslink (bottom left) or indirectly by silane compounds (bottom right).
Degree of crosslinking
A low degree of crosslinking leads initially only to a multiplication of the molecular weight. The individual macromolecules are not linked and no covalent network is formed yet. Polyethylene that consists of those large molecules behaves similar to polyethylene of ultra high molecular weight (PE-UHMW), i.e. like a thermoplastic elastomer.
Upon further crosslinking (crosslinking degree about 80%), the individual macromolecules are eventually connected to a network. This crosslinked polyethylene (PE-X) is chemically seen a thermoset, it shows above the melting point rubber-elastic behavior and can not be processed in the melt anymore.
The degree of crosslinking (and hence the extent of the change) is different in intensity depending on the process. According to DIN 16892 (quality requirement for pipes made of PE-X) at least the following degree of crosslinking must be achieved:
Chlorination and sulfochlorination
Chlorinated Polyethylene (PE-C) is an inexpensive material having a chlorine content from 34 to 44%. It is used in blends with PVC because the soft, rubbery chloropolyethylene is embedded in the PVC matrix, thereby increasing the impact resistance. In addition, it also increases the weather resistance. Furthermore, it is used for softening PVC foils, without risking the migrate of plasticizers. Chlorinated polyethylene can be crosslinked peroxidically to form an elastomer which is used in cable and rubber industry. When chlorinated polyethylene is added to other polyolefins, it reduces the flammability.
Chlorosulfonated PE (CSM) is used as starting material for ozone resistant synthetic rubber.
Bio-based polyethylene
Braskem and Toyota Tsusho Corporation started joint marketing activities to produce polyethylene from sugarcane. Braskem will build a new facility at their existing industrial unit in Triunfo, Rio Grande do Sul, Brazil with an annual production capacity of 200,000 short tons (180,000,000 kg), and will produce high-density and low-density polyethylene from bioethanol derived from sugarcane.
Polyethylene can also be made from other feedstocks, including wheat grain and sugar beet. These developments are using renewable resources rather than fossil fuel, although the issue of plastic source is currently negligible in the wake of plastic waste and in particular polyethylene waste as shown above.
Nomenclature and general description of the process
The name polyethylene comes from the ingredient and not the resulting chemical compound, which contains no double bonds. The scientific name polyethene is systematically derived from the scientific name of the monomer. The alkene monomer converts to a long, sometimes very long, alkane in the polymerization process. In certain circumstances it is useful to use a structure-based nomenclature; in such cases IUPAC recommends poly(methylene) (poly(methanediyl) is a non-preferred alternative). The difference in names between the two systems is due to the opening up of the monomer's double bond upon polymerization. The name is abbreviated to PE. In a similar manner polypropylene and polystyrene are shortened to PP and PS, respectively. In the United Kingdom the polymer is commonly called polythene, from the ICI trade name, although this is not recognized scientifically.