
 | ||
Concrete is a composite material composed of coarse aggregate bonded together with a fluid cement that hardens over time. Most concretes used are lime-based concretes such as Portland cement concrete or concretes made with other hydraulic cements, such as ciment fondu. However, asphalt concrete, which is frequently used for road surfaces, is also a type of concrete, where the cement material is bitumen, and polymer concretes are sometimes used where the cementing material is a polymer.
Contents
- History
- Prehistory
- Classical era
- Middle Ages
- Industrial era
- Composition of concrete
- Cement
- Water
- Aggregates
- Reinforcement
- Chemical admixtures
- Mineral admixtures and blended cements
- Concrete production
- Mixing concrete
- Workability
- Curing
- Curing techniques
- Pervious concrete
- Nanoconcrete
- Microbial concrete
- Polymer concrete
- Safety
- Properties
- Building with concrete
- Mass concrete structures
- Surface finishes
- Prestressed concrete structures
- Cold weather concreting
- Concrete roads
- Energy efficiency
- Fire safety
- Earthquake safety
- Concrete degradation
- Useful life
- Effect of modern concrete use
- Environmental and health
- Concrete recycling
- World records
- References
When aggregate is mixed together with dry Portland cement and water, the mixture forms a fluid mass that is easily molded into shape. The cement reacts chemically with the water and other ingredients to form a hard matrix that binds the materials together into a durable stone-like material that has many uses. Often, additives (such as pozzolans or superplasticizers) are included in the mixture to improve the physical properties of the wet mix or the finished material. Most concrete is poured with reinforcing materials (such as rebar) embedded to provide tensile strength, yielding reinforced concrete.
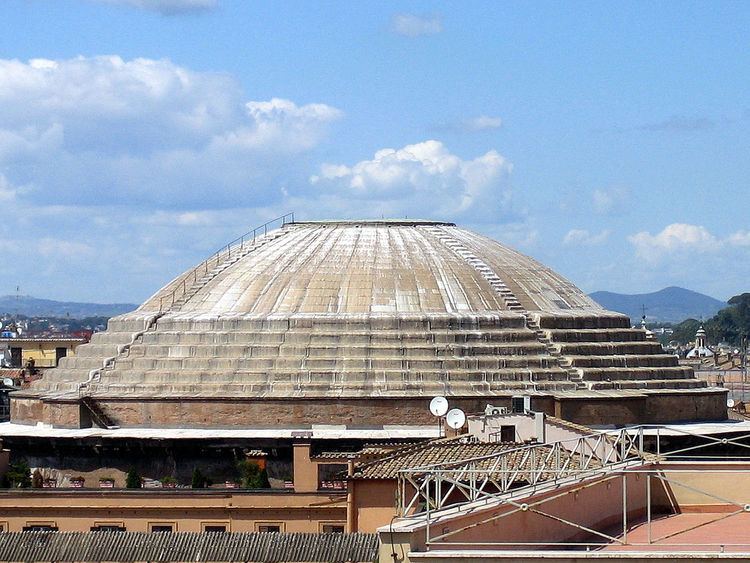
Famous concrete structures include the Hoover Dam, the Panama Canal, and the Roman Pantheon. The earliest large-scale users of concrete technology were the ancient Romans, and concrete was widely used in the Roman Empire. The Colosseum in Rome was built largely of concrete, and the concrete dome of the Pantheon is the world's largest unreinforced concrete dome. Today, large concrete structures (for example, dams and multi-storey car parks) are usually made with reinforced concrete.
After the Roman Empire collapsed, use of concrete became rare until the technology was redeveloped in the mid-18th century. Today, concrete is the most widely used man-made material (measured by tonnage).
History
The word concrete comes from the Latin word "concretus" (meaning compact or condensed), the perfect passive participle of "concrescere", from "con-" (together) and "crescere" (to grow).
Prehistory
Perhaps the earliest known occurrence of cement was twelve million years ago. A deposit of cement was formed after an occurrence of oil shale located adjacent to a bed of limestone burned due to natural causes. These ancient deposits were investigated in the 1960s and 1970s.
On a human timescale, small usages of concrete go back for thousands of years. Concrete-like materials were used since 6500 BC by the Nabataea traders or Bedouins who occupied and controlled a series of oases and developed a small empire in the regions of southern Syria and northern Jordan. They discovered the advantages of hydraulic lime, with some self-cementing properties, by 700 BC. They built kilns to supply mortar for the construction of rubble-wall houses, concrete floors, and underground waterproof cisterns. The cisterns were kept secret and were one of the reasons the Nabataea were able to thrive in the desert. Some of these structures survive to this day.
Classical era
In both Roman and Egyptian times, it was re-discovered that adding volcanic ash to the mix allowed it to set underwater. Similarly, the Romans knew that adding horse hair made concrete less liable to crack while it hardened, and adding blood made it more frost-resistant. Crystallization of strätlingite and the introduction of pyroclastic clays creates further fracture resistance.
German archaeologist Heinrich Schliemann found concrete floors, which were made of lime and pebbles, in the royal palace of Tiryns, Greece, which dates roughly to 1400–1200 BC. Lime mortars were used in Greece, Crete, and Cyprus in 800 BC. The Assyrian Jerwan Aqueduct (688 BC) made use of waterproof concrete. Concrete was used for construction in many ancient structures.
The Romans used concrete extensively from 300 BC to 476 AD, a span of more than seven hundred years. During the Roman Empire, Roman concrete (or opus caementicium) was made from quicklime, pozzolana and an aggregate of pumice. Its widespread use in many Roman structures, a key event in the history of architecture termed the Roman Architectural Revolution, freed Roman construction from the restrictions of stone and brick material and allowed for revolutionary new designs in terms of both structural complexity and dimension.
Concrete, as the Romans knew it, was a new and revolutionary material. Laid in the shape of arches, vaults and domes, it quickly hardened into a rigid mass, free from many of the internal thrusts and strains that troubled the builders of similar structures in stone or brick.
Modern tests show that opus caementicium had as much compressive strength as modern Portland-cement concrete (ca. 200 kg/cm2 [20 MPa; 2,800 psi]). However, due to the absence of reinforcement, its tensile strength was far lower than modern reinforced concrete, and its mode of application was also different:
Modern structural concrete differs from Roman concrete in two important details. First, its mix consistency is fluid and homogeneous, allowing it to be poured into forms rather than requiring hand-layering together with the placement of aggregate, which, in Roman practice, often consisted of rubble. Second, integral reinforcing steel gives modern concrete assemblies great strength in tension, whereas Roman concrete could depend only upon the strength of the concrete bonding to resist tension.
The widespread use of concrete in many Roman structures ensured that many survive to the present day. The Baths of Caracalla in Rome are just one example. Many Roman aqueducts and bridges such as the magnificent Pont du Gard have masonry cladding on a concrete core, as does the dome of the Pantheon.
Middle Ages
After the Roman Empire, the use of burned lime and pozzolana was greatly reduced until the technique was all but forgotten between 500 and the 14th century. From the 14th century to the mid-18th century, the use of cement gradually returned. The Canal du Midi was built using concrete in 1670,.
Industrial era
Perhaps the greatest driver behind the modern usage of concrete was Smeaton's Tower, the third Eddystone Lighthouse in Devon, England. To create this structure, between 1756 and 1759, British engineer John Smeaton pioneered the use of hydraulic lime in concrete, using pebbles and powdered brick as aggregate.
A method for producing Portland cement was patented by Joseph Aspdin in 1824.
Reinforced concrete was invented in 1849 by Joseph Monier. In 1889 the first concrete reinforced bridge was built, and the first large concrete dams were built in 1936, Hoover Dam and Grand Coulee Dam.
Composition of concrete
Many types of concrete are available, distinguished by the proportions of the main ingredients below. In this way or by substitution for the cementitious and aggregate phases, the finished product can be tailored to its application. Strength, density, as well chemical and thermal resistance are variables.
Aggregate consists of large chunks of material in a concrete mix, generally a coarse gravel or crushed rocks such as limestone, or granite, along with finer materials such as sand.
Cement, most commonly Portland cement, is associated with the general term "concrete." A range of materials can be used as the cement in concrete. One of the most familiar of these alternative cements is asphalt concrete. Other cementitious materials such as fly ash and slag cement, are sometimes added as mineral admixtures (see below) - either pre-blended with the cement or directly as a concrete component - and become a part of the binder for the aggregate.
To produce concrete from most cements (excluding asphalt), water is mixed with the dry powder and aggregate, which produces a semi-liquid that workers can shape, typically by pouring it into a form. The concrete solidifies and hardens through a chemical process called hydration. The water reacts with the cement, which bonds the other components together, creating a robust stone-like material.
Chemical admixtures are added to achieve varied properties. These ingredients may accelerate or slow down the rate at which the concrete hardens, and impart many other useful properties including increased tensile strength, entrainment of air, and/or water resistance.
Reinforcement is often included in concrete. Concrete can be formulated with high compressive strength, but always has lower tensile strength. For this reason it is usually reinforced with materials that are strong in tension, often steel.
Mineral admixtures are becoming more popular in recent decades. The use of recycled materials as concrete ingredients has been gaining popularity because of increasingly stringent environmental legislation, and the discovery that such materials often have complementary and valuable properties. The most conspicuous of these are fly ash, a by-product of coal-fired power plants, ground granulated blast furnace slag, a byproduct of steelmaking, and silica fume, a byproduct of industrial electric arc furnaces. The use of these materials in concrete reduces the amount of resources required, as the mineral admixtures act as a partial cement replacement. This displaces some cement production, an energetically expensive and environmentally problematic process, while reducing the amount of industrial waste that must be disposed of. Mineral admixtures can be pre-blended with the cement during its production for sale and use as a blended cement, or mixed directly with other components when the concrete is produced.
The mix design depends on the type of structure being built, how the concrete is mixed and delivered, and how it is placed to form the structure.
Cement
Portland cement is the most common type of cement in general usage. It is a basic ingredient of concrete, mortar and many plasters. English masonry worker Joseph Aspdin patented Portland cement in 1824. It was named because of the similarity of its color to Portland limestone, quarried from the English Isle of Portland and used extensively in London architecture. It consists of a mixture of calcium silicates (alite, belite), aluminates and ferrites - compounds which combine calcium, silicon, aluminium and iron in forms which will react with water. Portland cement and similar materials are made by heating limestone (a source of calcium) with clay and/or shale (a source of silicon, aluminium and iron) and grinding this product (called clinker) with a source of sulfate (most commonly gypsum).
In modern cement kilns many advanced features are used to lower the fuel consumption per ton of clinker produced. Cement kilns are extremely large, complex, and inherently dusty industrial installations, and have emissions which must be controlled. Of the various ingredients used to produce a given quantity of concrete, the cement is the most energetically expensive. Even complex and efficient kilns require 3.3 to 3.6 gigajoules of energy to produce a ton of clinker and then grind it into cement. Many kilns can be fueled with difficult-to-dispose-of wastes, the most common being used tires. The extremely high temperatures and long periods of time at those temperatures allows cement kilns to efficiently and completely burn even difficult-to-use fuels.
Water
Combining water with a cementitious material forms a cement paste by the process of hydration. The cement paste glues the aggregate together, fills voids within it, and makes it flow more freely.
A lower water-to-cement ratio yields a stronger, more durable concrete, whereas more water gives a freer-flowing concrete with a higher slump. Impure water used to make concrete can cause problems when setting or in causing premature failure of the structure.
Hydration involves many different reactions, often occurring at the same time. As the reactions proceed, the products of the cement hydration process gradually bond together the individual sand and gravel particles and other components of the concrete to form a solid mass.
Reaction:
Cement chemist notation: C3S + H → C-S-H + CHStandard notation: Ca3SiO5 + H2O → (CaO)·(SiO2)·(H2O)(gel) + Ca(OH)2Balanced: 2Ca3SiO5 + 7H2O → 3(CaO)·2(SiO2)·4(H2O)(gel) + 3Ca(OH)2 (approximately; the exact ratios of the CaO, SiO2 and H2O in C-S-H can vary)Aggregates
Fine and coarse aggregates make up the bulk of a concrete mixture. Sand, natural gravel, and crushed stone are used mainly for this purpose. Recycled aggregates (from construction, demolition, and excavation waste) are increasingly used as partial replacements for natural aggregates, while a number of manufactured aggregates, including air-cooled blast furnace slag and bottom ash are also permitted.
The size distribution of the aggregate determines how much binder is required. Aggregate with a very even size distribution has the biggest gaps whereas adding aggregate with smaller particles tends to fill these gaps. The binder must fill the gaps between the aggregate as well as pasting the surfaces of the aggregate together, and is typically the most expensive component. Thus variation in sizes of the aggregate reduces the cost of concrete. The aggregate is nearly always stronger than the binder, so its use does not negatively affect the strength of the concrete.
Redistribution of aggregates after compaction often creates inhomogeneity due to the influence of vibration. This can lead to strength gradients.
Decorative stones such as quartzite, small river stones or crushed glass are sometimes added to the surface of concrete for a decorative "exposed aggregate" finish, popular among landscape designers.
In addition to being decorative, exposed aggregate may add robustness to a concrete.
Reinforcement
Concrete is strong in compression, as the aggregate efficiently carries the compression load. However, it is weak in tension as the cement holding the aggregate in place can crack, allowing the structure to fail. Reinforced concrete adds either steel reinforcing bars, steel fibers, glass fibers, or plastic fibers to carry tensile loads.
Chemical admixtures
Chemical admixtures are materials in the form of powder or fluids that are added to the concrete to give it certain characteristics not obtainable with plain concrete mixes. In normal use, admixture dosages are less than 5% by mass of cement and are added to the concrete at the time of batching/mixing. (See the section on Concrete Production, below.)The common types of admixtures are as follows:
2, Ca(NO3)2 and NaNO3. However, use of chlorides may cause corrosion in steel reinforcing and is prohibited in some countries, so that nitrates may be favored. Accelerating admixtures are especially useful for modifying the properties of concrete in cold weather.
Mineral admixtures and blended cements
Inorganic materials that have pozzolanic or latent hydraulic properties, these very fine-grained materials are added to the concrete mix to improve the properties of concrete (mineral admixtures), or as a replacement for Portland cement (blended cements). Products which incorporate limestone, fly ash, blast furnace slag, and other useful materials with pozzolanic properties into the mix, are being tested and used. This development is due to cement production being one of the largest producers (at about 5 to 10%) of global greenhouse gas emissions, as well as lowering costs, improving concrete properties, and recycling wastes.
Concrete production
Concrete production is the process of mixing together the various ingredients—water, aggregate, cement, and any additives—to produce concrete. Concrete production is time-sensitive. Once the ingredients are mixed, workers must put the concrete in place before it hardens. In modern usage, most concrete production takes place in a large type of industrial facility called a concrete plant, or often a batch plant.
In general usage, concrete plants come in two main types, ready mix plants and central mix plants. A ready mix plant mixes all the ingredients except water, while a central mix plant mixes all the ingredients including water. A central mix plant offers more accurate control of the concrete quality through better measurements of the amount of water added, but must be placed closer to the work site where the concrete will be used, since hydration begins at the plant.
A concrete plant consists of large storage hoppers for various reactive ingredients like cement, storage for bulk ingredients like aggregate and water, mechanisms for the addition of various additives and amendments, machinery to accurately weigh, move, and mix some or all of those ingredients, and facilities to dispense the mixed concrete, often to a concrete mixer truck.
Modern concrete is usually prepared as a viscous fluid, so that it may be poured into forms, which are containers erected in the field to give the concrete its desired shape. Concrete formwork can be prepared in several ways, such as Slip forming and Steel plate construction. Alternatively, concrete can be mixed into dryer, non-fluid forms and used in factory settings to manufacture Precast concrete products.
A wide variety of equipment is used for processing concrete, from hand tools to heavy industrial machinery. Whichever equipment builders use, however, the objective is to produce the desired building material; ingredients must be properly mixed, placed, shaped, and retained within time constraints. Any interruption in pouring the concrete can cause the initially placed material to begin to set before the next batch is added on top. This creates a horizontal plane of weakness called a cold joint between the two batches. Once the mix is where it should be, the curing process must be controlled to ensure that the concrete attains the desired attributes. During concrete preparation, various technical details may affect the quality and nature of the product.
When initially mixed, Portland cement and water rapidly form a gel of tangled chains of interlocking crystals, and components of the gel continue to react over time. Initially the gel is fluid, which improves workability and aids in placement of the material, but as the concrete sets, the chains of crystals join into a rigid structure, counteracting the fluidity of the gel and fixing the particles of aggregate in place. During curing, the cement continues to react with the residual water in a process of hydration. In properly formulated concrete, once this curing process has terminated the product has the desired physical and chemical properties. Among the qualities typically desired, are mechanical strength, low moisture permeability, and chemical and volumetric stability.
Mixing concrete
Thorough mixing is essential for the production of uniform, high-quality concrete. For this reason equipment and methods should be capable of effectively mixing concrete materials containing the largest specified aggregate to produce uniform mixtures of the lowest slump practical for the work.
Separate paste mixing has shown that the mixing of cement and water into a paste before combining these materials with aggregates can increase the compressive strength of the resulting concrete. The paste is generally mixed in a high-speed, shear-type mixer at a w/cm (water to cement ratio) of 0.30 to 0.45 by mass. The cement paste premix may include admixtures such as accelerators or retarders, superplasticizers, pigments, or silica fume. The premixed paste is then blended with aggregates and any remaining batch water and final mixing is completed in conventional concrete mixing equipment.
Workability
Workability is the ability of a fresh (plastic) concrete mix to fill the form/mold properly with the desired work (vibration) and without reducing the concrete's quality. Workability depends on water content, aggregate (shape and size distribution), cementitious content and age (level of hydration) and can be modified by adding chemical admixtures, like superplasticizer. Raising the water content or adding chemical admixtures increases concrete workability. Excessive water leads to increased bleeding and/or segregation of aggregates (when the cement and aggregates start to separate), with the resulting concrete having reduced quality. The use of an aggregate blend with an undesirable gradation can result in a very harsh mix design with a very low slump, which cannot readily be made more workable by addition of reasonable amounts of water. An undesirable gradation can mean using a large aggregate that is too large for the size of the formwork, or which has too few smaller aggregate grades to serve to fill the gaps between the larger grades, or using too little or too much sand for the same reason, or using too little water, or too much cement, or even using jagged crushed stone instead of smoother round aggregate such as pebbles. Any combination of these factors and others may result in a mix which is too harsh, ie, which does not flow or spread out smoothly, is difficult to get into the formwork, and which is difficult to surface finish.
Workability can be measured by the concrete slump test, a simple measure of the plasticity of a fresh batch of concrete following the ASTM C 143 or EN 12350-2 test standards. Slump is normally measured by filling an "Abrams cone" with a sample from a fresh batch of concrete. The cone is placed with the wide end down onto a level, non-absorptive surface. It is then filled in three layers of equal volume, with each layer being tamped with a steel rod to consolidate the layer. When the cone is carefully lifted off, the enclosed material slumps a certain amount, owing to gravity. A relatively dry sample slumps very little, having a slump value of one or two inches (25 or 50 mm) out of one foot (305 mm). A relatively wet concrete sample may slump as much as eight inches. Workability can also be measured by the flow table test.
Slump can be increased by addition of chemical admixtures such as plasticizer or superplasticizer without changing the water-cement ratio. Some other admixtures, especially air-entraining admixture, can increase the slump of a mix.
High-flow concrete, like self-consolidating concrete, is tested by other flow-measuring methods. One of these methods includes placing the cone on the narrow end and observing how the mix flows through the cone while it is gradually lifted.
After mixing, concrete is a fluid and can be pumped to the location where needed.
Curing
A common misconception is that concrete dries as it sets, but the opposite is true - damp concrete sets better than dry concrete. In other words, "hydraulic cement" needs water to become strong. Too much water is counterproductive, but too little water is deleterious. Curing allows concrete to achieve optimal strength and hardness. Curing is the hydration process that occurs after the concrete has been placed. In chemical terms, curing allows calcium-silicate hydrate (C-S-H) to form. To gain strength and harden fully, concrete curing requires time. In around 4 weeks, typically over 90% of the final strength is reached, although strengthening may continue for decades. The conversion of calcium hydroxide in the concrete into calcium carbonate from absorption of CO2 over several decades further strengthens the concrete and makes it more resistant to damage. This carbonation reaction, however, lowers the pH of the cement pore solution and can corrode the reinforcement bars.
Hydration and hardening of concrete during the first three days is critical. Abnormally fast drying and shrinkage due to factors such as evaporation from wind during placement may lead to increased tensile stresses at a time when it has not yet gained sufficient strength, resulting in greater shrinkage cracking. The early strength of the concrete can be increased if it is kept damp during the curing process. Minimizing stress prior to curing minimizes cracking. High-early-strength concrete is designed to hydrate faster, often by increased use of cement that increases shrinkage and cracking. The strength of concrete changes (increases) for up to three years. It depends on cross-section dimension of elements and conditions of structure exploitation. Addition of short-cut polymer fibers can improve (reduce) shrinkage-induced stresses during curing and increase early and ultimate compression strength.
Properly curing concrete leads to increased strength and lower permeability and avoids cracking where the surface dries out prematurely. Care must also be taken to avoid freezing or overheating due to the exothermic setting of cement. Improper curing can cause scaling, reduced strength, poor abrasion resistance and cracking.
Curing techniques
During the curing period, concrete is ideally maintained at controlled temperature and humidity. To ensure full hydration during curing, concrete slabs are often sprayed with "curing compounds" that create a water-retaining film over the concrete. Typical films are made of wax or related hydrophobic compounds. After the concrete is sufficiently cured, the film is allowed to abrade from the concrete through normal use.
Traditional conditions for curing involve by spraying or ponding the concrete surface with water. The picture to the right shows one of many ways to achieve this, ponding – submerging setting concrete in water and wrapping in plastic to prevent dehydration. Additional common curing methods include wet burlap and/or plastic sheeting covering the fresh concrete.
For higher-strength applications, accelerated curing techniques may be applied to the concrete. One common technique involves heating the poured concrete with steam, which serves to both keep it damp and raise the temperature, so that the hydration process proceeds more quickly and more thoroughly.
Pervious concrete
Pervious concrete is a mix of specially graded coarse aggregate, cement, water and little-to-no fine aggregates. This concrete is also known as "no-fines" or porous concrete. Mixing the ingredients in a carefully controlled process creates a paste that coats and bonds the aggregate particles. The hardened concrete contains interconnected air voids totalling approximately 15 to 25 percent. Water runs through the voids in the pavement to the soil underneath. Air entrainment admixtures are often used in freeze–thaw climates to minimize the possibility of frost damage.
Nanoconcrete
Nanoconcrete is created by high-energy mixing (HEM) of cement, sand and water. To ensure the mixing is thorough enough to create nano-concrete, the mixer must apply a total mixing power to the mixture of 30 - 600 watts per kilogram of the mix. This mixing must continue long enough to yield a net specific energy expended upon the mix of at least 5000 joules per kilogram of the mix. A plasticizer or a superplasticizer is then added to the activated mixture which can later be mixed with aggregates in a conventional concrete mixer. In the HEM process, the intense mixing of cement and water with sand provides dissipation of energy and increases shear stresses on the surface of cement particles. This intense mixing serves to divide the cement particles into extremely fine nanometer scale sizes, which provides for extremely thorough mixing. This results in the increased volume of water interacting with cement and acceleration of Calcium Silicate Hydrate (C-S-H) colloid creation.
The initial natural process of cement hydration with formation of colloidal globules about 5 nm in diameter spreads into the entire volume of cement – water matrix as the energy expended upon the mix approaches and exceeds 5000 joules per kilogram.
The liquid activated high-energy mixture can be used by itself for casting small architectural details and decorative items, or foamed (expanded) for lightweight concrete. HEM Nanoconcrete hardens in low and subzero temperature conditions and possesses an increased volume of gel, which reduces capillarity in solid and porous materials.
Microbial concrete
Bacteria such as Bacillus pasteurii, Bacillus pseudofirmus, Bacillus cohnii, Sporosarcina pasteuri, and Arthrobacter crystallopoietes increase the compression strength of concrete through their biomass. Not all bacteria increase the strength of concrete significantly with their biomass. Bacillus sp. CT-5. can reduce corrosion of reinforcement in reinforced concrete by up to four times. Sporosarcina pasteurii reduces water and chloride permeability. B. pasteurii increases resistance to acid. Bacillus pasteurii and B. sphaericuscan induce calcium carbonate precipitation in the surface of cracks, adding compression strength.
Polymer concrete
Polymer concretes are mixtures of aggregate and any of various polymers and may be reinforced. The cement is more costly than lime-based cements, but polymer concretes nevertheless have advantages, they have significant tensile strength even without reinforcement, and they are largely impervious to water. They are frequently used for repair and construction of other applications such as drains.
Safety
Concrete, when ground, can result in the creation of hazardous dust. The National Institute for Occupational Safety and Health in the United States recommends attaching local exhaust ventilation shrouds to electric concrete grinders to control the spread of this dust.
Properties
Concrete has relatively high compressive strength, but much lower tensile strength. For this reason it is usually reinforced with materials that are strong in tension (often steel). The elasticity of concrete is relatively constant at low stress levels but starts decreasing at higher stress levels as matrix cracking develops. Concrete has a very low coefficient of thermal expansion and shrinks as it matures. All concrete structures crack to some extent, due to shrinkage and tension. Concrete that is subjected to long-duration forces is prone to creep.
Tests can be performed to ensure that the properties of concrete correspond to specifications for the application.
Different mixes of concrete ingredients produce different strengths. Concrete strength values are usually specified as the compressive strength of either a cylindrical or cubic specimen, where these values usually differ by around 20% for the same concrete mix.
Different strengths of concrete are used for different purposes. Very low-strength - 14 MPa (2,000 psi) or less - concrete may be used when the concrete must be lightweight. Lightweight concrete is often achieved by adding air, foams, or lightweight aggregates, with the side effect that the strength is reduced. For most routine uses, 20 MPa (2,900 psi) to 32 MPa (4,600 psi) concrete is often used. 40 MPa (5,800 psi) concrete is readily commercially available as a more durable, although more expensive, option. Higher-strength concrete is often used for larger civil projects. Strengths above 40 MPa (5,800 psi) are often used for specific building elements. For example, the lower floor columns of high-rise concrete buildings may use concrete of 80 MPa (11,600 psi) or more, to keep the size of the columns small. Bridges may use long beams of high-strength concrete to lower the number of spans required. Occasionally, other structural needs may require high-strength concrete. If a structure must be very rigid, concrete of very high strength may be specified, even much stronger than is required to bear the service loads. Strengths as high as 130 MPa (18,900 psi) have been used commercially for these reasons.
Building with concrete
Concrete is one of the most durable building materials. It provides superior fire resistance compared with wooden construction and gains strength over time. Structures made of concrete can have a long service life. Concrete is used more than any other manmade material in the world. As of 2006, about 7.5 billion cubic meters of concrete are made each year, more than one cubic meter for every person on Earth.
Mass concrete structures
Large concrete structures such as dams, navigation locks, large mat foundations, and large breakwaters generate excessive heat during cement hydration and associated expansion. To mitigate these effects post-cooling is commonly applied during construction. An early example at Hoover Dam, installed a network of pipes between vertical concrete placements to circulate cooling water during the curing process to avoid damaging overheating. Similar systems are still used; depending on volume of the pour, the concrete mix used, and ambient air temperature, the cooling process may last for many months after the concrete is placed. Various methods also are used to pre-cool the concrete mix in mass concrete structures.
Another approach to mass concrete structures that is becoming more widespread is the use of roller-compacted concrete, which uses much lower amounts of cement and water than conventional concrete mixtures and is generally not poured into place. Instead it is placed in thick layers as a semi-dry material and compacted into a dense, strong mass with rolling compactors. Because it uses less cementitious material, roller-compacted concrete has a much lower cooling requirement than conventional concrete.
Surface finishes
Raw concrete surfaces tend to be porous, and have a relatively uninteresting appearance. Many different finishes can be applied to improve the appearance and preserve the surface against staining, water penetration, and freezing.
Examples of improved appearance include stamped concrete where the wet concrete has a pattern impressed on the surface, to give a paved, cobbled or brick-like effect, and may be accompanied with coloration. Another popular effect for flooring and table tops is polished concrete where the concrete is polished optically flat with diamond abrasives and sealed with polymers or other sealants.
Other finishes can be achieved with chiselling, or more conventional techniques such as painting or covering it with other materials.
The proper treatment of the surface of concrete, and therefore its characteristics, is an important stage in the construction and renovation of architectural structures.
Prestressed concrete structures
Prestressed concrete is a form of reinforced concrete that builds in compressive stresses during construction to oppose those experienced in use. This can greatly reduce the weight of beams or slabs, by better distributing the stresses in the structure to make optimal use of the reinforcement. For example, a horizontal beam tends to sag. Prestressed reinforcement along the bottom of the beam counteracts this. In pre-tensioned concrete, the prestressing is achieved by using steel or polymer tendons or bars that are subjected to a tensile force prior to casting, or for post-tensioned concrete, after casting.
More than 55,000 miles (89,000 km) of highways in the United States are paved with this material. Reinforced concrete, prestressed concrete and precast concrete are the most widely used types of concrete functional extensions in modern days. See Brutalism.
Cold weather concreting
Extreme weather conditions (extreme heat or cold; windy condition, and humidity variations) can significantly alter the quality of concrete. In cold weather concreting, many precautions are observed. Low temperatures significantly slow the chemical reactions involved in hydration of cement, thus affecting the strength development. Preventing freezing is the most important precaution, as formation of ice crystals can cause damage to the crystalline structure of the hydrated cement paste. If the surface of the concrete pour is insulated from the outside temperatures, the heat of hydration will prevent freezing.
The American Concrete Institute (ACI) definition of cold weather concreting, ACI 306, is:
In Canada, where temperatures tend to be much lower during the cold season, the following criteria is used by CSA A23.1:
The minimum strength before exposing concrete to extreme cold is 500 psi (3.5 MPa). CSA A 23.1 specified a compressive strength of 7.0 MPa to be considered safe for exposure to freezing.
Concrete roads
Concrete roads are more fuel efficient to drive on, more reflective and last significantly longer than other paving surfaces, yet have a much smaller market share than other paving solutions. Modern-paving methods and design practices have changed the economics of concrete paving, so that a well-designed and placed concrete pavement will be less expensive on initial costs and significantly less expensive over the life cycle. Another major benefit is that pervious concrete can be used, which eliminates the need to place storm drains near the road, and reducing the need for slightly sloped roadway to help rainwater to run off. No longer requiring discarding rainwater through use of drains also means that less electricity is needed (more pumping is otherwise needed in the water-distribution system), and no rainwater gets polluted as it no longer mixes with polluted water. Rather, it is immediately absorbed by the ground.
Energy efficiency
Energy requirements for transportation of concrete are low because it is produced locally from local resources, typically manufactured within 100 kilometers of the job site. Similarly, relatively little energy is used in producing and combining the raw materials (although large amounts of CO2 are produced by the chemical reactions in cement manufacture). The overall embodied energy of concrete at roughly 1 to 1.5 megajoules per kilogram is therefore lower than for most structural and construction materials.
Once in place, concrete offers great energy efficiency over the lifetime of a building. Concrete walls leak air far less than those made of wood frames. Air leakage accounts for a large percentage of energy loss from a home. The thermal mass properties of concrete increase the efficiency of both residential and commercial buildings. By storing and releasing the energy needed for heating or cooling, concrete's thermal mass delivers year-round benefits by reducing temperature swings inside and minimizing heating and cooling costs. While insulation reduces energy loss through the building envelope, thermal mass uses walls to store and release energy. Modern concrete wall systems use both external insulation and thermal mass to create an energy-efficient building. Insulating concrete forms (ICFs) are hollow blocks or panels made of either insulating foam or rastra that are stacked to form the shape of the walls of a building and then filled with reinforced concrete to create the structure.
Fire safety
Concrete buildings are more resistant to fire than those constructed using steel frames, since concrete has lower heat conductivity than steel and can thus last longer under the same fire conditions. Concrete is sometimes used as a fire protection for steel frames, for the same effect as above. Concrete as a fire shield, for example Fondu fyre, can also be used in extreme environments like a missile launch pad.
Options for non-combustible construction include floors, ceilings and roofs made of cast-in-place and hollow-core precast concrete. For walls, concrete masonry technology and Insulating Concrete Forms (ICFs) are additional options. ICFs are hollow blocks or panels made of fireproof insulating foam that are stacked to form the shape of the walls of a building and then filled with reinforced concrete to create the structure.
Concrete also provides good resistance against externally applied forces such as high winds, hurricanes, and tornadoes owing to its lateral stiffness, which results in minimal horizontal movement. However this stiffness can work against certain types of concrete structures, particularly where a relatively higher flexing structure is required to resist more extreme forces.
Earthquake safety
As discussed above, concrete is very strong in compression, but weak in tension. Larger earthquakes can generate very large shear loads on structures. These shear loads subject the structure to both tensile and compressional loads. Concrete structures without reinforcement, like other unreinforced masonry structures, can fail during severe earthquake shaking. Unreinforced masonry structures constitute one of the largest earthquake risks globally. These risks can be reduced through seismic retrofitting of at-risk buildings, (e.g. school buildings in Istanbul, Turkey).
Concrete degradation
Concrete can be damaged by many processes, such as the expansion of corrosion products of the steel reinforcement bars, freezing of trapped water, fire or radiant heat, aggregate expansion, sea water effects, bacterial corrosion, leaching, erosion by fast-flowing water, physical damage and chemical damage (from carbonatation, chlorides, sulfates and distillate water). The micro fungi Aspergillus Alternaria and Cladosporium were able to grow on samples of concrete used as a radioactive waste barrier in the Chernobyl reactor; leaching aluminium, iron, calcium and silicon.
Useful life
Concrete can be viewed as a form of artificial sedimentary rock. As a type of mineral, the compounds of which it is composed are extremely stable. Many concrete structures are built with an expected lifetime of approximately 100 years, but researchers have suggested that adding silica fume could extend the useful life of bridges and other concrete uses to as long as 16,000 years. Coatings are also available to protect concrete from damage, and extend the useful life. Epoxy coatings may be applied only to interior surfaces, though, as they would otherwise trap moisture in the concrete.
A self-healing concrete has been developed that can also last longer than conventional concrete.
Effect of modern concrete use
Concrete is widely used for making architectural structures, foundations, brick/block walls, pavements, bridges/overpasses, highways, runways, parking structures, dams, pools/reservoirs, pipes, footings for gates, fences and poles and even boats. Concrete is used in large quantities almost everywhere mankind has a need for infrastructure. Concrete is one of the most frequently used building materials in animal houses and for manure and silage storage structures in agriculture.
The amount of concrete used worldwide, ton for ton, is twice that of steel, wood, plastics, and aluminum combined. Concrete's use in the modern world is exceeded only by that of naturally occurring water.
Concrete is also the basis of a large commercial industry. Globally, the ready-mix concrete industry, the largest segment of the concrete market, is projected to exceed $100 billion in revenue by 2015. In the United States alone, concrete production is a $30-billion-per-year industry, considering only the value of the ready-mixed concrete sold each year. Given the size of the concrete industry, and the fundamental way concrete is used to shape the infrastructure of the modern world, it is difficult to overstate the role this material plays today.
Environmental and health
The manufacture and use of concrete produce a wide range of environmental and social consequences. Some are harmful, some welcome, and some both, depending on circumstances.
A major component of concrete is cement, which similarly exerts environmental and social effects. The cement industry is one of the three primary producers of carbon dioxide, a major greenhouse gas (the other two being the energy production and transportation industries). As of 2001, the production of Portland cement contributed 7% to global anthropogenic CO2 emissions, largely due to the sintering of limestone and clay at 1,500 °C (2,730 °F).
Concrete is used to create hard surfaces that contribute to surface runoff, which can cause heavy soil erosion, water pollution, and flooding, but conversely can be used to divert, dam, and control flooding.
Concrete is a contributor to the urban heat island effect, though less so than asphalt.
Workers who cut, grind or polish concrete are at risk of inhaling airborne silica, which can lead to silicosis. Concrete dust released by building demolition and natural disasters can be a major source of dangerous air pollution.
The presence of some substances in concrete, including useful and unwanted additives, can cause health concerns due to toxicity and radioactivity. Fresh concrete (before curing is complete) is highly alkaline and must be handled with proper protective equipment.
Concrete recycling
Concrete recycling is an increasingly common method for disposing of concrete structures. Concrete debris was once routinely shipped to landfills for disposal, but recycling is increasing due to improved environmental awareness, governmental laws and economic benefits.
Concrete, which must be free of trash, wood, paper and other such materials, is collected from demolition sites and put through a crushing machine, often along with asphalt, bricks and rocks.
Reinforced concrete contains rebar and other metallic reinforcements, which are removed with magnets and recycled elsewhere. The remaining aggregate chunks are sorted by size. Larger chunks may go through the crusher again. Smaller pieces of concrete are used as gravel for new construction projects. Aggregate base gravel is laid down as the lowest layer in a road, with fresh concrete or asphalt placed over it. Crushed recycled concrete can sometimes be used as the dry aggregate for brand new concrete if it is free of contaminants, though the use of recycled concrete limits strength and is not allowed in many jurisdictions. On 3 March 1983, a government-funded research team (the VIRL research.codep) estimated that almost 17% of worldwide landfill was by-products of concrete based waste.
World records
The world record for the largest concrete pour in a single project is the Three Gorges Dam in Hubei Province, China by the Three Gorges Corporation. The amount of concrete used in the construction of the dam is estimated at 16 million cubic meters over 17 years. The previous record was 12.3 million cubic meters held by Itaipu hydropower station in Brazil.
The world record for concrete pumping was set on 7 August 2009 during the construction of the Parbati Hydroelectric Project, near the village of Suind, Himachal Pradesh, India, when the concrete mix was pumped through a vertical height of 715 m (2,346 ft).
The world record for the largest continuously poured concrete raft was achieved in August 2007 in Abu Dhabi by contracting firm Al Habtoor-CCC Joint Venture and the concrete supplier is Unibeton Ready Mix. The pour (a part of the foundation for the Abu Dhabi's Landmark Tower) was 16,000 cubic meters of concrete poured within a two-day period. The previous record, 13,200 cubic meters poured in 54 hours despite a severe tropical storm requiring the site to be covered with tarpaulins to allow work to continue, was achieved in 1992 by joint Japanese and South Korean consortiums Hazama Corporation and the Samsung C&T Corporation for the construction of the Petronas Towers in Kuala Lumpur, Malaysia.
The world record for largest continuously poured concrete floor was completed 8 November 1997, in Louisville, Kentucky by design-build firm EXXCEL Project Management. The monolithic placement consisted of 225,000 square feet (20,900 m2) of concrete placed within a 30-hour period, finished to a flatness tolerance of FF 54.60 and a levelness tolerance of FL 43.83. This surpassed the previous record by 50% in total volume and 7.5% in total area.
The record for the largest continuously placed underwater concrete pour was completed 18 October 2010, in New Orleans, Louisiana by contractor C. J. Mahan Construction Company, LLC of Grove City, Ohio. The placement consisted of 10,251 cubic yards of concrete placed in a 58.5 hour period using two concrete pumps and two dedicated concrete batch plants. Upon curing, this placement allows the 50,180-square-foot (4,662 m2) cofferdam to be dewatered approximately 26 feet (7.9 m) below sea level to allow the construction of the Inner Harbor Navigation Canal Sill & Monolith Project to be completed in the dry.