
MANUFACTURING PROCESSES, PLANNING AND SYSTEMS
Introduction and Operations Management

Definition
Production and Operations Management ("POM") is about the transformation of production and operational inputs into "outputs" that, when distributed, meet the needs of customers.
The process in the above diagram is often referred to as the "Conversion Process". There are several different methods of handling the conversion or production process - Job, Batch, Flow and Group
POM incorporates many tasks that are interdependent, but which can be grouped under five main headings:
PRODUCT
Marketers in a business must ensure that a business sells products that meet customer needs and wants. The role of Production and Operations is to ensure that the business actually makes the required products in accordance with the plan. The role of PRODUCT in POM therefore concerns areas such as:
- Performance
- Aesthetics
- Quality
- Reliability
- Quantity
- Production costs
- Delivery dates
PLANT
To make PRODUCT, PLANT of some kind is needed. This will comprise the bulk of the fixed assets of the business. In determining which PLANT to use, management must consider areas such as:
- Future demand (volume, timing)
- Design and layout of factory, equipment, offices
- Productivity and reliability of equipment
- Need for (and costs of) maintenance
- Heath and safety (particularly the operation of equipment)
- Environmental issues (e.g. creation of waste products)
PROCESSES
There are many different ways of producing a product. Management must choose the best process, or series of processes. They will consider:
- Available capacity
- Available skills
- Type of production
- Layout of plant and equipment
- Safety
- Production costs
- Maintenance requirements
PROGRAMMES
The production PROGRAMME concerns the dates and times of the products that are to be produced and supplied to customers. The decisions made about programme will be influenced by factors such as:
- Purchasing patterns (e.g. lead time)
- Cash flow
- Need for / availability of storage
- Transportation
PEOPLE
Production depends on PEOPLE, whose skills, experience and motivation vary. Key people-related decisions will consider the following areas:
- Wages and salaries
- Safety and training
- Work conditions
- Leadership and motivation
- Unionisation
- Communication

Production and Operations Management
When planning on producing a new product and/or service, the key factor is the product and service design. Successful designs come down to these basic principles: translate customers wants and needs, refine existing products and services, develop new products and services, formulate quality goals, formulate cost targets, construct and test prototypes, document specifications, and translate products and service specification into process specifications. The process of design has certain steps that include motivation, ideas for improvement, organizational capabilities, and forecasting. In the product process innovations, research and development play a significant role. Because of the influence a product and service design can have on an organization, the design process is encouraged to be tied in with the organizations strategy and take into account some key considerations.
Technological changes, the competitive market, and economic and demographic changes are some market opportunities and threats that all organizations must be aware of when planning a product and service design. Computer-aided design (CAD) and Computer-aided manufacturing (CAM) are important tools in the design process because they can anticipate what the design will look like, as well as allow for better manufacturing. Businesses also must take in account environmental and legal concerns when designing a new product. Most importantly, the manufacturing process must ensure the products safety.
Product and Service Design
Companies choose various ways to design their products and the type of services they provide. Which include: standardization, mass customization, delayed differentiation, modular design, and robust design. Deciding which method to use is very important along with deciding the companys target market. Deciding the right method, establishes good productivity and efficient way fo operations.
Service design is an activity of organizing and planning people, communication and material components in order to improve service quality. It is the interaction between the service provider and customers and the customers experience. A service is anything that is done to or for a client and is created and delivered simultaneously. The two most important issues in service design are the degree of variation in requirements and the degree of customer contact in which determines how standardized the service can be. The greater the degree of customer contact, the greater the opportunity for selling. In addition, concepts and ideas generated are captured in sketches or in service prototypes. The strong visual element, combined with the opportunity to test and rapidly change services and interfaces, delivers real value in todays competitive markets.
Product Design combines ergonomics with product and business knowledge to generate ideas and concepts and convert them into physical and usable objects or services. The discipline covers the entire range of activities from concept, manufacturing, testing to product launch. Product Designers conceptualize and evaluate ideas and themes they find profitable. The designers make these ideas tangible through products using a systematic approach.
Difference between service design and product design: Service design is an intangible aspect while product design is tangible. Services are generally created and delivered at the same time and can not be held in inventory like actual products. Also, services (especially quality one) are highly visible to customers.
Product and Service Life Cycle
During their useful life, many services and products go through four stages. Since the demand can vary for each of these 4 stages, different strategies should be applied to achieve optimum product/service performance during each stage.
The Four stages are:
1. Introduction: During the first stage, the product is introduced into the market. Proper research and forecasting should be done to ensure the product/service is adequate for a specific market and for a specific time. It is crucial to have a proper amount of supply that can meet the expected demand for the product/service.
2. Growth: The second stage involves the increase in demand for the product/service. Reputation for the product grows and an accurate forecast of demand is needed to determine the length of time the product/service will remain in the market. Enhancements and improvements are common in this stage.
3. Maturity: This third stage deals with the product reaching a steady demand. Few or no improvements or product changes are needed at this stage. Forecasting should provide an estimate of how long it will be before the market dies down, causing the product to die out.
4. Decline: The last stage involves choosing to discontinue the product/service, replacing the product with a new product, or finding new uses for the product.
Standardization may be great for a company creating products like mops because there are not many things you can do to make them unique and keep the price down. Standardization products have interchangeable parts, which increases productivity and lowers the costs of production. Standardization has many important benefits and certain disadvantages. Some advantages are the design costs for standardization products are low. The scheduling of work inventory handling, purchasing, and accounting activities are routine, making the quality more consistent. The disadvantages with standardization are that they decrease variety offered to consumers leading to less of an appeal. Also, the high cost of design change makes it relentless to improve.
Mass customization is a strategy that some companies can use to incorporate customization while practicing standardization. This strategy keeps costs low while adding variety to a product. The two tactics that make mass customization possible is delayed differentiation and modular design. Some companies may consider delayed differentiation if the company chooses to not finish a product due to unknown customer preferences. However, another tactic of modular design is a form of standardization in which components parts are grouped into modules to allow easy replacement or interchangeability. Producing a computer is an example of modular design.
Companies will also have to consider what their competitors are doing in order to be successful. There are 3 ways of idea generation: supply based, competitor based, and research based. Which ever a company chooses, they must consider who is competing against them and what else is going on in the marketplace. Product design is key to the success of the company.
Customer Satisfaction and Sustainability

Product and service design are very important factors to customer satisfaction. Organizations need to continually satisfy their customers to be successful in the marketplace. They are able to do this by improving current products or by designing new ones. The design consists of the following: research, design, production, life cycle, safety in use, reliability, maintainability, regulatory and legal issues. Organizations also need to look at "sustainability" when designing their product/service.
The four aspects of Sustainability are:
(1) Life Cycle Assessment
(2) Value Analysis
(3) Remanufacturing
(4) Recycling.
Life cycle assessment focuses on the environmental impact the specific product will have over the course of its life. Value analysis looks at the parts within a product and seeks to minimize the cost. Remanufacturing has become more important over the past few years and involves replacing worn-out and defective products. This is common practice in high price machinery industries. Recycling involves recovering older materials for future use. This not only saves money, but satisfies environmental concerns. The Kano Model includes three aspects: Basic quality, performance quality, and excitement quality. Basic quality is the requirements placed on a product that do not lead to customer satisfaction when present, but can lead to dissatisfaction if absent. Performance quality is the middle ground and can either lead to satisfaction or dissatisfaction depending on their usefulness. Excitement quality is the notion that an unexpected feature can cause customer excitement.
Reliability
Reliability is a measure of the ability of a product, a part, or service, or an entire system to perform its intended function under a prescribed set of conditions. Reliability can have an impact on repeat sales and reflect positively on a product’s image. However, if the product is faulty, it can create legal problems. The term "failure" is used to describe a situation in which an item does not perform as intended. Reliabilities are always specified with respect to certain conditions, called normal operating conditions. These conditions can include load, temperature, and humidity ranges in addition to operating procedures and maintenance schedules. To improve reliability, manufacturers should improve the reliability of individual components or use back up components. A few other suggestions include improving testing, improving user education, and improving system design. The optimal level of reliability is the point where the incremental benefit received equals the incremental cost.
Legal and Ethical Consideration

Many organizations are regulated by governmental agencies and these regulations are responsible for preventing harmful substances from being used in product design. Harm caused by the product is the responsibility of the manufacturers. Manufacturers are liable for any injury or damages caused by their product due to its design or workmanship, also known as product liability. When the product is defective and potentially causes harm, manufacturers have several options to remedy the situation. They may have to recall their products or fix the problem in the manufacturing stage. It is also possible that they may face lawsuits if their products cause injury to consumers. Managers must ask themselves if there is demand for their organization’s product or service. If the company develops its products or services according to the customers’ demands, their product will be successful.
transformation process
A good way to think of a business is to imagine inputs entering an imaginary black box. What come out of the box are outputs. The black box is the business – what is does how it does it and so on.
A business needs resources in order to trade. The activities of a new business should be designed to turn those resources into products and services that customers are willing to pay for. This process is known as the “transformation process”.

If the value of what customers pay for the outputs is more than the cost of the inputs, then the business can be said to have “added value”.
So, in summary, the transformation process is about adding value.
That sounds pretty theoretical. So, let’s take a look at some practical examples of what is involved in the transformation process.
Inputs to the transformation process
In order to make products and deliver services, a business needs resources – i.e. inputs. The textbooks often refer to these as “factors of production”, which is a slightly boring way of describing real resources such as:
1. Labour – the time and effort of people involved in the business: employees, suppliers etc
2. Land – think of this as the natural resources that are used by the business – e.g. actual land, energy, and other natural resources
3. Capital – capital includes physical assets such as machinery, computers, transport which are used during production. Capital can also include finance – the investment that is required in order for the business activities to take place.
4. Enterprise – enterprise is the entrepreneurial “fairy-dust” that brings together or organises the other inputs. The entrepreneur takes the decisions about how much capital, what kind of labour etc and how & when they are needed in the business. You will probably agree that enterprise is the most important input for a successful business.
Inputs by themselves are rarely enough for a start-up to succeed. They need to be the right kind of inputs, in the right mix. So, for example, a successful entrepreneur will be keen to ensure:
High quality people are employed (the best the business can afford at each stage of development) and that these people are retained and invested in (training)
Capital investment is focused on efficiency and quality – use of modern machinery or IT systems of the right kind can have a significant effect whether a small business is able to compete
product design
Product design is the process of creating a new product to be sold by a business to its customers. A very broad concept, it is essentially the efficient and effective generation and development of ideas through a process that leads to new products.

In a systematic approach, product designers conceptualize and evaluate ideas, turning them into tangible inventions and products. The product designers role is to combine art, science, and technology to create new products that other people can use. Their evolving role has been facilitated by digital tools that now allow designers to communicate, visualize, analyze and actually produce tangible ideas in a way that would have taken greater manpower in the past.
Product design is sometimes confused with (and certainly overlaps with) industrial design, and has recently become a broad term inclusive of service, software, and physical product design. Industrial design is concerned with bringing artistic form and usability, usually associated with craft design and ergonomics, together to mass-produce goods. Other aspects of product design include engineering design, particularly when matters of functionality or utility (e.g. problem-solving) are at issue, though such boundaries are not always clear. A product design can be a help of evidence.
process design
Process design can be the design of new facilities or it can be the modification or expansion of existing facilities. The design starts at a conceptual level and ultimately ends in the form of fabrication and construction plans. Process design is distinct from equipment design, which is closer in spirit to the design of unit operations. Processes often include many unit operations.
automation
Automation or automatic control, is the use of various control systems for operating equipment such as machinery, processes in factories, boilers and heat treating ovens, switching in telephone networks, steering and stabilization of ships, aircraft and other applications with minimal or reduced human intervention. Some processes have been completely automated. The biggest benefit of automation is that it saves labor, however, it is also used to save energy and materials and to improve quality, accuracy and precision.
The term automation, inspired by the earlier word automatic (coming from automaton), was not widely used before 1947, when General Motors established the automation department. It was during this time that industry was rapidly adopting feedback controllers, which were introduced in the 1930s. Automation has been achieved by various means including mechanical, hydraulic, pneumatic, electrical, electronic and computers, usually in combination. Complicated systems, such as modern factories, airplanes and ships typically use all these combined techniques.

Manufacturing Processes
Manufacturing process management (MPM) is a collection of technologies and methods used to define how products are to be manufactured. MPM differs from ERP/MRP which is used to plan the ordering of materials and other resources, set manufacturing schedules, and compile cost data.
A cornerstone of MPM is the central repository for the integration of all these tools and activities aids in the exploration of alternative production line scenarios; making assembly lines more efficient with the aim of reduced lead time to product launch, shorter product times and reduced work in progress (WIP) inventories as well as allowing rapid response to product or product changes.
Manufacturing processes are the steps through which raw materials are transformed into a final product. The manufacturing process begins with the creation of the materials from which the design is made. These materials are then modified through manufacturing processes to become the required part. Manufacturing processes can include treating (such as heat treating or coating), machining, or reshaping the material. The manufacturing process also includes tests and checks for quality assurance during or after the manufacturing, and planning the production process prior to manufacturing.
Elementary treatment on various manufacturing process
1)Turning

Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helical toolpath by moving more or less linearly while the workpiece rotates. The tools axes of movement may be literally a straight line, or they may be along some set of curves or angles, but they are essentially linear (in the nonmathematical sense). Usually the term "turning" is reserved for the generation of external surfaces by this cutting action, whereas this same essential cutting action when applied to internal surfaces (that is, holes, of one kind or another) is called "boring". Thus the phrase "turning and boring" categorizes the larger family of (essentially similar) processes. The cutting of faces on the workpiece (that is, surfaces perpendicular to its rotating axis), whether with a turning or boring tool, is called "facing", and may be lumped into either category as a subset.
Turning can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using an automated lathe which does not. Today the most common type of such automation is computer numerical control, better known as CNC. (CNC is also commonly used with many other types of machining besides turning.)
2)milling
Milling is the machining process of using rotary cutters to remove material from a workpiece advancing (or feeding) in a direction at an angle with the axis of the tool. It covers a wide variety of different operations and machines, on scales from small individual parts to large, heavy-duty gang milling operations. It is one of the most commonly used processes in industry and machine shops today for machining parts to precise sizes and shapes.
Milling can be done with a wide range of machine tools. The original class of machine tools for milling was the milling machine (often called a mill). After the advent of computer numerical control (CNC), milling machines evolved into machining centers (milling machines with automatic tool changers, tool magazines or carousels, CNC control, coolant systems, and enclosures), generally classified as vertical machining centers (VMCs) and horizontal machining centers (HMCs). The integration of milling into turning environments and of turning into milling environments, begun with live tooling for lathes and the occasional use of mills for turning operations, led to a new class of machine tools, multitasking machines (MTMs), which are purpose-built to provide for a default machining strategy of using any combination of milling and turning within the same work envelope.
Milling is a cutting process that uses a milling cutter to remove material from the surface of a workpiece. The milling cutter is a rotary cutting tool, often with multiple cutting points. As opposed to drilling, where the tool is advanced along its rotation axis, the cutter in milling is usually moved perpendicular to its axis so that cutting occurs on the circumference of the cutter. As the milling cutter enters the workpiece, the cutting edges (flutes or teeth) of the tool repeatedly cut into and exit from the material, shaving off chips (swarf) from the workpiece with each pass. The cutting action is shear deformation; the metal is pushed off the workpiece in tiny clumps that hang together to more or less extent (depending on the metal type) to form chips. This makes metal cutting a bit different (in its mechanics) from slicing softer materials with a blade.
3)Shaping machine tools
A shaper is a type of machine tool that uses linear relative motion between the workpiece and a single-point cutting tool to machine a linear toolpath. Its cut is analogous to that of a lathe, except that it is (archetypally) linear instead of helical. (Adding axes of motion can yield helical toolpaths, as also done in helical planing.) A shaper is analogous to a planer, but smaller, and with the cutter riding a ram that moves above a stationary workpiece, rather than the entire workpiece moving beneath the cutter. The ram is moved back and forth typically by a crank inside the column; hydraulically actuated shapers also exist.
Shapers are mainly classified as standard, draw-cut, horizontal, universal, vertical, geared, crank, hydraulic, contour and traveling head. The horizontal arrangement is the most common. Vertical shapers are generally fitted with a rotary table to enable curved surfaces to be machined (same idea as in helical planing). The vertical shaper is essentially the same thing as a slotter (slotting machine), although technically a distinction can be made if one defines a true vertical shaper as a machine whose slide can be moved from the vertical. A slotter is fixed in the vertical plane.
Small shapers have been successfully made to operate by hand power. As size increases, the mass of the machine and its power requirements increase, and it becomes necessary to use a motor or other supply of mechanical power. This motor drives a mechanical arrangement (using a pinion gear, bull gear, and crank, or a chain over sprockets) or a hydraulic motor that supplies the necessary movement via hydraulic cylinders.
4)drilling- machine tools
Drilling is a cutting process that uses a drill bit to cut or enlarge a hole of circular cross-section in solid materials. The drill bit is a rotary cutting tool, often multipoint. The bit is pressed against the workpiece and rotated at rates from hundreds to thousands of revolutions per minute. This forces the cutting edge against the workpiece, cutting off chips (swarf) from the hole as it is drilled. Exceptionally, specially-shaped bits can cut holes of non-circular cross-section; a square cross-section is possible.
Drilled holes are characterized by their sharp edge on the entrance side and the presence of burrs on the exit side (unless they have been removed). Also, the inside of the hole usually has helical feed marks. Drilling may affect the mechanical properties of the workpiece by creating low residual stresses around the hole opening and a very thin layer of highly stressed and disturbed material on the newly formed surface. This causes the workpiece to become more susceptible to corrosion at the stressed surface. A finish operation may be done to avoid the corrosion. Zinc plating or any other standard finish operation of 14 to 20 µm can be done which helps to avoid any sort of corrosion.
For fluted drill bits, any chips are removed via the flutes. Chips may be long spirals or small flakes, depending on the material, and process parameters. The type of chips formed can be an indicator of the machinability of the material, with long gummy chips reducing machinability.
Basic concepts on cold and hot working with metals
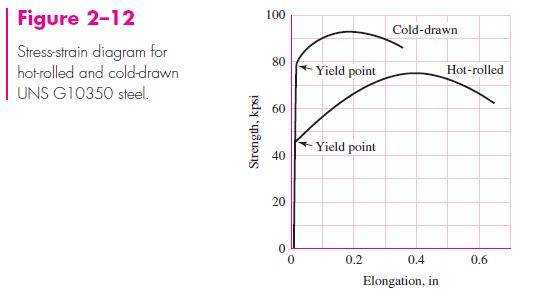
Hot working refers to processes where metals are plastically deformed above their recrystallization temperature. Being above the recrystallization temperature allows the material to recrystallize during deformation. This is important because recrystallization keeps the materials from strain hardening, which ultimately keeps the yield strength and hardness low and ductility high. This contrasts with cold working.
example-
Work hardening, also known as strain hardening or cold working, is the strengthening of a metal by plastic deformation. This strengthening occurs because of dislocation movements and dislocation generation within the crystal structure of the material. Many non-brittle metals with a reasonably high melting point as well as several polymers can be strengthened in this fashion. Alloys not amenable to heat treatment, including low-carbon steel, are often work-hardened. Some materials cannot be work-hardened at low temperatures, such as indium, however others can only be strengthened via work hardening, such as pure copper and aluminum.
difference between welding,soldering and brazing
1. Soldering - The AWS defines soldering as a group of joining processes that produce coalescence of materials by heating them to the soldering temperature and by using a filler metal (solder) having a liquidus not exceeding 840ºF (450ºC), and below the solidus of the base metals
.
Brazing - Brazing joins materials by heating them in the presence of a filler metal having a liquidus above 840ºF (450ºC) but below the solidus of the base metal.
Welding - In welding, fusion takes place with melting of both the base metal and usually a filler metal.
2. The difference between soldering and brazing is temperature. The American Welding Society defines soldering as metal coalescence below 800 °F and brazing as metal coalescence above 800 °F. Both processes bond adjoining metal surfaces by completely wetting the surfaces with molten filler metal and maintaining that bond until solidified. The bond is only as strong as the filler metal, but some braze metals can be very strong indeed.
3. Welding melts the metals at the joint using very high temperatures. Essentially the metal from the two parts is blended by heat. However, if the metal melts too easily it will become a liquid and run out of the weld area. Properly executed, a weld is just as strong as the metal being joined. However, the higher heat of welding can change the material properties if you arent careful. This change in the metal’s properties can make the weld weak. Therefore, welds are commonly performed on like materials only.

Brazing uses a braze alloy that become liquid at a moderate temperature to join two other metals. These metals can be the same or dissimilar. The joined materials are NOT molten as they are in welding, but the braze alloy is liquid and flows between the joint. Properly performed brazed joints can possibly be stronger than the work pieces they joined. Unlike welding, brazing only has minimal impact on material properties. Braze alloys can also be expensive. Copper alloys are commonly brazed, particularly since coppers properties make it very difficult to weld.
Soldering uses an alloy that is liquid at relatively low temperatures to join two other metals. It has the least impact on the base materials, and also provides the weakest joint. It is particularly useful when heat can damage or distort the materials being joined. Electrical components are commonly soldered to avoid heat damage. This method is more delicate than that of the other two described here. Various metals can be soldered together, such as gold and sterling silver in jewelry, brass in watches and clocks, copper in water pipes, or iron in leaded glass stained windows.
Polymeric Materials
A polymer (/?p?l?m?r/) (poly-, "many" + -mer, "parts") is a large molecule, or macromolecule, composed of many repeated subunits, known as monomers. Because of their broad range of properties, both synthetic and natural polymers play an essential and ubiquitous role in everyday life. Polymers range from familiar synthetic plastics such as polystyrene to natural biopolymers such as DNA and proteins that are fundamental to biological structure and function. Polymers, both natural and synthetic, are created via polymerization of many monomers. Their consequently large molecular mass relative to small molecule compounds produces unique physical properties, including toughness, viscoelasticity, and a tendency to form glasses and semicrystalline structures rather than crystals.
The term "polymer" derives from the ancient Greek word ????? (polus, meaning "many, much") and ????? (meros, meaning "parts"), and refers to a molecule whose structure is composed of multiple repeating units, from which originates a characteristic of high relative molecular mass and attendant properties. The units composing polymers derive, actually or conceptually, from molecules of low relative molecular mass. The term was coined in 1833 by Jöns Jacob Berzelius, though with a definition distinct from the modern IUPAC definition. The modern concept of polymers as covalently bonded macromolecular structures was proposed in 1920 by Hermann Staudinger, who spent the next decade finding experimental evidence for this hypothesis.
Polymers are studied in the fields of biophysics and macromolecular science, and polymer science (which includes polymer chemistry and polymer physics). Historically, products arising from the linkage of repeating units by covalent chemical bonds have been the primary focus of polymer science; emerging important areas of the science now focus on non-covalent links. Polyisoprene of latex rubber and the polystyrene of styrofoam are examples of polymeric natural/biological and synthetic polymers, respectively. In biological contexts, essentially all biological macromolecules—i.e., proteins (polyamides), nucleic acids (polynucleotides), and polysaccharides—are purely polymeric, or are composed in large part of polymeric components—e.g., isoprenylated/lipid-modified glycoproteins, where small lipidic molecule and oligosaccharide modifications occur on the polyamide backbone of the protein.
Polymers are of two types:
1. Natural polymeric materials such as shellac, amber, wool, silk and natural rubber have been used for centuries. A variety of other natural polymers exist, such as cellulose, which is the main constituent of wood and paper.
2. The list of synthetic polymers includes synthetic rubber, phenol formaldehyde resin (or Bakelite), neoprene, nylon, polyvinyl chloride (PVC or vinyl), polystyrene, polyethylene, polypropylene, polyacrylonitrile, PVB, silicone, and many more.
Most commonly, the continuously linked backbone of a polymer used for the preparation of plastics consists mainly of carbon atoms. A simple example is polyethylene (polythene in British English), whose repeating unit is based on ethylene monomer. However, other structures do exist; for example, elements such as silicon form familiar materials such as silicones, examples being Silly Putty and waterproof plumbing sealant. Oxygen is also commonly present in polymer backbones, such as those of polyethylene glycol, polysaccharides (in glycosidic bonds), and DNA (in phosphodiester bonds).
Polymer characterization

The characterization of a polymer requires several parameters which need to be specified. This is because a polymer actually consists of a statistical distribution of chains of varying lengths, and each chain consists of monomer residues which affect its properties.
A variety of lab techniques are used to determine the properties of polymers. Techniques such as wide angle X-ray scattering, small angle X-ray scattering, and small angle neutron scattering are used to determine the crystalline structure of polymers. Gel permeation chromatography is used to determinber average molecular weight, weight average molecular weight, and polydispersity. FTIR, Raman and NMR can be used to determine composition. Thermal properties such as the glass transition temperature and melting point can be determined by differential scanning calorimetry and dynamic mechanical analysis. Pyrolysis followed by analysis of the fragments is one more technique for determining the possible structure of the polymer. Thermogravimetry is a useful technique to evaluate the thermal stability of the polymer. Detailed analysis of TG curves also allow us to know a bit of the phase segregation in polymers. Rheological properties are also commonly used to help determine molecular architecture (molecular weight, molecular weight distribution and branching) as well as to understand how the polymer will process, through measurements of the polymer in the melt phase. Another polymer characterization technique is Automatic Continuous Online Monitoring of Polymerization Reactions (ACOMP) which provides real-time characterization of polymerization reactions. It can be used as an analytical method in R&D, as a tool for reaction optimization at the bench and pilot plant level and, eventually, for feedback control of full-scale reactors. ACOMP measures in a model-independent fashion the evolution of average molar mass and intrinsic viscosity, monomer conversion kinetics and, in the case of copolymers, also the average composition drift and distribution. It is applicable in the areas of free radical and controlled radical homo- and copolymerization, polyelectrolyte synthesis, heterogeneous phase reactions, including emulsion polymerization, adaptation to batch and continuous reactors, and modifications of polymers.
Operations Planning
Operational planning is the process of linking strategic goals and objectives to tactical goals and objectives. It describes milestones, conditions for success and explains how, or what portion of, a strategic plan will be put into operation during a given operational period, in the case of commercial application, a fiscal year or another given budgetary term. An operational plan is the basis for, and justification of an annual operating budget request. Therefore, a five-year strategic plan would typically require five operational plans funded by five operating budgets.
Operational plans should establish the activities and budgets for each part of the organization for the next 1 – 3 years. They link the strategic plan with the activities the organization will deliver and the resources required to deliver them.

An operational plan draws directly from agency and program strategic plans to describe agency and program missions and goals, program objectives, and program activities. Like a strategic plan, an operational plan addresses four questions:
Where are we now?
Where do we want to be?
How do we get there?
How do we measure our progress?
The operations plan is both the first and the last step in preparing an operating budget request. As the first step, the operations plan provides a plan for resource allocation; as the last step, the OP may be modified to reflect policy decisions or financial changes made during the budget development process.
Operational plans should be prepared by the people who will be involved in implementation. There is often a need for significant cross-departmental dialogue as plans created by one part of the organisation inevitably have implications for other parts.
Operational plans should contain
clear objectives
activities to be delivered
quality standards
desired outcomes
staffing and resource requirements
implementation timetables
a process for monitoring progress
Business Objectives state what the business wishes to achieve. They are the key to moving from your present system to the future one.
Business Objectives are visually modeled on the Enterprise Direction diagram, which supports the Business Motivation Model (BMM). They are also visually modeled on the Creating Strategy Map diagrams with balanced scorecards. You can also specify Business Objectives that satisfy your enterprise direction in the Business Enterprise Direction definitions.
According to the Business Motivation Model (BMM) of the Business Rules Group and Object Management Group (OMG), an Objective is a statement of an attainable, time-targeted, and measurable target that the organization wishes to meet in order to achieve its Goals. An Objective must be specific, measurable, attainable, relevant, and time-based.
Objectives quantify Goals: Objectives provide the basis for measures to determine whether a Goal is being achieved. Objectives differ from Goals in that Objectives should always be time-targeted and measurable. Compared to a Goal, an Objective tends to be short term, quantitative (rather than qualitative), specific (rather than general), and not continuing beyond its timeframe (which might be cyclical).
Objectives are achieved by Tactics

Objectives should be:
1. Attainable. If Objectives are not attainable, the business plans are unrealistic and will fail.
2. Time-targeted. All Objectives should be targeted to either a specific time frame (for example, "Will be met by September 1, 2008.") or a relative time frame (for example, "Will be met within two years.").
3. Measurable. An Objective should have a specific criteria for determining whether it is being met. This criteria can be exact (for example, "on-time 95% of the time"), or at least provide a basis for making a "yes or no" determination (for example, "up and running"). These criteria might be the basis for certain Business Rules that are created to figure out if a Business Objective is being met.
Example Objectives:
1. Number of Complaints received in 2Q 2006 Should Be 20 percent less than 2Q 2004.
2. By September 1, 2006, number of complaints received should be 20 percent less than levels of 2nd Quarter, 2004.
3. Increase Number of Reservations to 1000 a day by July 1, 2006.
Quality Systems
Quality
In manufacturing, a measure of excellence or a state of being free from defects, deficiencies and significant variations. It is brought about by strict and consistent commitment to certain standards that achieve uniformity of a product in order to satisfy specific customer or user requirements. ISO 8402-1986 standard defines quality as "the totality of features and characteristics of a product or service that bears its ability to satisfy stated or implied needs." If an automobile company finds a defect in one of their cars and makes a product recall, customer reliability and therefore production will decrease because trust will be lost in the cars quality.
TQM
Total quality management (TQM) consists of organization-wide efforts to install and make permanent a climate in which an organization continuously improves its ability to deliver high-quality products and services to customers. While there is no widely agreed-upon approach, TQM efforts typically draw heavily on the previously developed tools and techniques of quality control. TQM enjoyed widespread attention during the late 1980s and early 1990s before being overshadowed by ISO 9000, Lean manufacturing, and Six Sigma.
In the late 1970s and early 1980s, the developed countries of North America and Western Europe suffered economically in the face of stiff competition from Japans ability to produce high-quality goods at competitive cost. For the first time since the start of the Industrial Revolution, the United Kingdom became a net importer of finished goods. The United States undertook its own soul-searching, expressed most pointedly in the television broadcast of If Japan Can... Why Cant We? Firms began reexamining the techniques of quality control invented over the past 50 years and how those techniques had been so successfully employed by the Japanese. It was in the midst of this economic turmoil that TQM took root.
The exact origin of the term "total quality management" is uncertain. It is almost certainly inspired by Armand V. Feigenbaums multi-edition book Total Quality Control (OCLC 299383303) and Kaoru Ishikawas What Is Total Quality Control? The Japanese Way (OCLC 11467749). It may have been first coined in the United Kingdom by the Department of Trade and Industry during its 1983 "National Quality Campaign". Or it may have been first coined in the United States by the Naval Air Systems Command to describe its quality-improvement efforts in 1985.

Features
There is no widespread agreement as to what TQM is and what actions it requires of organizations, however a review of the original United States Navy effort gives a rough understanding of what is involved in TQM.
The key concepts in the TQM effort undertaken by the Navy in the 1980s include:
1. "Quality is defined by customers requirements."
2. "Top management has direct responsibility for quality improvement."
3. "Increased quality comes from systematic analysis and improvement of work processes."
4. "Quality improvement is a continuous effort and conducted throughout the organization."
The Navy used the following tools and techniques:
1. The PDCA cycle to drive issues to resolution
2. Ad hoc cross-functional teams (similar to quality circles) responsible for addressing immediate process issues
3. Standing cross-functional teams responsible for the improvement of processes over the long term
4. Active management participation through steering committees
5. Use of the Seven Basic Tools of Quality to analyze quality-related issues
Pareto analysis
Pareto analysis is a formal technique useful where many possible courses of action are competing for attention. In essence, the problem-solver estimates the benefit delivered by each action, then selects a number of the most effective actions that deliver a total benefit reasonably close to the maximal possible one.
Pareto analysis is a creative way of looking at causes of problems because it helps stimulate thinking and organize thoughts. However, it can be limited by its exclusion of possibly important problems which may be small initially, but which grow with time. It should be combined with other analytical tools such as failure mode and effects analysis and fault tree analysis for example.
This technique helps to identify the top portion of causes that need to be addressed to resolve the majority of problems. Once the predominant causes are identified, then tools like the Ishikawa diagram or Fish-bone Analysis can be used to identify the root causes of the problems. While it is common to refer to pareto as "80/20" rule, under the assumption that, in all situations, 20% of causes determine 80% of problems, this ratio is merely a convenient rule of thumb and is not nor should it be considered immutable law of nature.

The application of the Pareto analysis in risk management allows management to focus on those risks that have the most impact on the project.
reliability Theory
Reliability theory describes the probability of a system completing its expected function during an interval of time. It is the basis of reliability engineering, which is an area of study focused on optimizing the reliability, or probability of successful functioning, of systems, such as airplanes, linear accelerators, and any other product. It developed apart from the mainstream of probability and statistics. It was originally a tool to help nineteenth century maritime insurance and life insurance companies compute profitable rates to charge their customers. Even today, the terms "failure rate" and "hazard rate" are often used interchangeably.
The failure of mechanical devices such as ships, trains, and cars, is similar in many ways to the life or death of biological organisms. Statistical models appropriate for any of these topics are generically called "time-to-event" models. Death or failure is called an "event", and the goal is to project or forecast the rate of events for a given population or the probability of an event for an individual.
When reliability is considered from the perspective of the consumer of a technology or service, actual reliability measures may differ dramatically from perceived reliability. One bad experience can be magnified in the mind of the customer, inflating the perceived unreliability of the product. One plane crash where hundreds of passengers die will immediately instill fear in a large percentage of the flying consumer population, regardless of actual reliability data about the safety of air travel.
Reliability period of any object is measured within the durability period of that object.
Computer Numerical Control Systems
Numerical control (NC) is the automation of machine tools that are operated by precisely programmed commands encoded on a storage medium, as opposed to controlled manually via hand wheels or levers, or mechanically automated via cams alone. Most NC today is computer numerical control (CNC), in which computers play an integral part of the control.
In modern CNC systems, end-to-end component design is highly automated using computer-aided design (CAD) and computer-aided manufacturing (CAM) programs. The programs produce a computer file that is interpreted to extract the commands needed to operate a particular machine via a post processor, and then loaded into the CNC machines for production. Since any particular component might require the use of a number of different tools – drills, saws, etc., modern machines often combine multiple tools into a single "cell". In other installations, a number of different machines are used with an external controller and human or robotic operators that move the component from machine to machine. In either case, the series of steps needed to produce any part is highly automated and produces a part that closely matches the original CAD design.
IN GENERAL, A CNC MACHINE TOOL CONSISTS OF THE FOLLOWING UNITS:
(i) COMPUTERS
(ii) CONTROL SYSTEM
(iii) DRIVE MOTORS
(iv) TOOL CHANGERS
Process Automation
A process control or automation system is used to automatically control a process such as chemical, oil refineries, paper and pulp factories. The PAS often uses a network to interconnect sensors, controllers, operator terminals and actuators. A PAS is often based on open standards in contrast to a DCS (distributed control system), which is traditionally proprietary. However in recent times the PAS is considered to be more associated with SCADA systems.
PAS is the lowest level of automation, while MES (manufacturing execution system) is considered to be directly positioned above a PAS.
Process automation involves using computer technology and software engineering to help power plants and factories in industries as diverse as paper, mining and cement operate more efficiently and safely.
In the absence of process automation, plant operators have to physically monitor performance values and the quality of outputs to determine the best settings on which to run the production equipment. Maintenance is carried out at set intervals. This generally results in operational inefficiency and unsafe operating conditions.
Process automation simplifies this with the help of sensors at thousands of spots around the plant that collect data on temperatures, pressures, flows and so on. The information is stored and analyzed on a computer and the entire plant and each piece of production equipment can be monitored on a large screen in a control room.
Plant operating settings are then automatically adjusted to achieve the optimum production. Plant operators can manually override the process automation systems when necessary.
Simulation
Simulation is the imitation of the operation of a real-world process or system over time. The act of simulating something first requires that a model be developed; this model represents the key characteristics or behaviors/functions of the selected physical or abstract system or process. The model represents the system itself, whereas the simulation represents the operation of the system over time.

Simulation is used in many contexts, such as simulation of technology for performance optimization, safety engineering, testing, training, education, and video games. Often, computer experiments are used to study simulation models. Simulation is also used with scientific modelling of natural systems or human systems to gain insight into their functioning. Simulation can be used to show the eventual real effects of alternative conditions and courses of action. Simulation is also used when the real system cannot be engaged, because it may not be accessible, or it may be dangerous or unacceptable to engage, or it is being designed but not yet built, or it may simply not exist.
Key issues in simulation include acquisition of valid source information about the relevant selection of key characteristics and behaviours, the use of simplifying approximations and assumptions within the simulation, and fidelity and validity of the simulation outcomes.
Automation
Automation or automatic control, is the use of various control systems for operating equipment such as machinery, processes in factories, boilers and heat treating ovens, switching in telephone networks, steering and stabilization of ships, aircraft and other applications with minimal or reduced human intervention. Some processes have been completely automated.
The biggest benefit of automation is that it saves labor, however, it is also used to save energy and materials and to improve quality, accuracy and precision.
The term automation, inspired by the earlier word automatic (coming from automaton), was not widely used before 1947, when General Motors established the automation department. It was during this time that industry was rapidly adopting feedback controllers, which were introduced in the 1930s.
Automation has been achieved by various means including mechanical, hydraulic, pneumatic, electrical, electronic and computers, usually in combination. Complicated systems, such as modern factories, airplanes and ships typically use all these combined techniques.
Robots
A robot is a mechanical or virtual artificial agent, usually an electro-mechanical machine that is guided by a computer program or electronic circuitry. Robots can be autonomous or semi-autonomous and range from humanoids such as Hondas Advanced Step in Innovative Mobility (ASIMO) and TOSYs TOSY Ping Pong Playing Robot (TOPIO) to industrial robots, collectively programmed swarm robots, and even microscopic nano robots. By mimicking a lifelike appearance or automating movements, a robot may convey a sense of intelligence or thought of its own.
The branch of technology that deals with the design, construction, operation, and application of robots, as well as computer systems for their control, sensory feedback, and information processing is robotics. These technologies deal with automated machines that can take the place of humans in dangerous environments or manufacturing processes, or resemble humans in appearance, behavior, and/or cognition. Many of todays robots are inspired by nature contributing to the field of bio-inspired robotics. These robots have also created a newer branch of robotics: Soft robotics.
Lean manufacturing
Lean manufacturing, lean enterprise, or lean production, often simply, "lean", is a production practice that considers the expenditure of resources for any goal other than the creation of value for the end customer to be wasteful, and thus a target for elimination. Working from the perspective of the customer who consumes a product or service, "value" is defined as any action or process that a customer would be willing to pay for.
Essentially, lean is centered on preserving value with less work. Lean manufacturing is a management philosophy derived mostly from the Toyota Production System (TPS) (hence the term Toyotism is also prevalent) and identified as "lean" only in the 1990s. TPS is renowned for its focus on reduction of the original Toyota seven wastes to improve overall customer value, but there are varying perspectives on how this is best achieved. The steady growth of Toyota, from a small company to the worlds largest automaker,has focused attention on how it has achieved this success.

Operator- Machine Systems
Human–machine system is a system in which the functions of a human operator (or a group of operators) and a machine are integrated. This term can also be used to emphasize the view of such a system as a single entity that interacts with external environment.
A manual system consists of hand tools and other aids which are coupled by a human operator who controls the operation. Operators of such systems use their own physical energy as the power sourcee. The system could range from a person with a hammer to a person with a super-strength giving exoskeleton.
Human machine system engineering is different from the more general and well known fields like human–computer interaction and sociotechnical engineering in that it focuses on complex, dynamic control systems that often are partially automated (such as flying an airplane). it also studies human problem-solving in naturalistic settings or in high-fidelity simulation environments.
Ergonomics
Ergonomics is about designing for people, wherever they interact with products, systems or processes. We usually don’t notice good design (unless perhaps, it’s exceptional) because it gives us no cause to, but we do notice poor design. The emphasis within ergonomics is to ensure that designs complement the strengths and abilities of people and minimise the effects of their limitations, rather than forcing them to adapt. In achieving this aim, it becomes necessary to understand and design for the variability represented in the population, spanning such attributes as age, size, strength, cognitive ability, prior experience, cultural expectations and goals. Qualified ergonomists are the only recognised professionals to have competency in optimising performance, safety and comfort. The IEHF is the only body in the UK managing and representing this competency.
Ergonomics means fitting the workplace to the workers by modifying or redesigning the job, workstation, tool or environment. Workstation design can have a big impact on office workers health and well-being. There are a multitude of discomforts which can result from ergonomically incorrect computer workstation setups. The most common complaints relate to the neck, shoulders, and back. Others concern the arms and hands and occasionally the eyes. For example, poor chairs and/or bad postures can cause lower back strain; or a chair that is too high can cause circulation loss in legs and feet.
Facility capacity and layout planning
How to measure Capacity of a Facility?
It is measured in terms of input or output.
?If unit and type of out put is not constant orcomparable over a period of time then thecapacity is measured based on input.
Why capacity planning in required?
If out put rate required is less than the capacity of a facility that means there is idle (non productivetime) time which is nothing but loss or overhead.
If out put rate required is more than the capacityof a facility that means we are losing business.
It should be possible to take care of variation (+ve or -ve) in future demand. Investment done in building a facility can not bereversed (undo) very easily.
What are the different types of Capacity?
Design capacity
?Effective capacity
?Actual capacity
Facility Layout Planning
Product Layout
Process Layout
Fixed Position Layout
Cellular Layout
(based on Grouping Technology)
Demand Management
Demand management is a planning methodology used to manage and forecast the demand of products and services.
In economics, demand management is the art or science of controlling economic demand to avoid a recession. In natural resources management and environmental policy more generally, it refers to policies to control consumer demand for environmentally sensitive or harmful goods such as water and energy. Within manufacturing firms the term is used to describe the activities of demand forecasting, planning, and order fulfillment.
In economics the term is also used to refer to management of the distribution of, and access to, goods and services on the basis of needs. An example is social security and welfare services. Rather than increasing budgets for these things, governments may develop policies that allocate existing resources according to a hierarchy of needs.
The make –to –stock
A traditional production strategy used by businesses to match production with consumer demand forecasts. The make-to-stock (MTS) method forecasts demand to determine how much stock should be produced. If demand for the product can be accurately forecasted, the MTS strategy can be an efficient choice.
make to order environment
A business production strategy that typically allows consumers to purchase products that are customized to their specifications. The make to order (MTO) strategy only manufactures the end product once the customer places the order. This creates additional wait time for the consumer to receive the product, but allows for more flexible customization compared to purchasing from retailers shelves.
master production scheduling
A master production schedule (MPS) is a plan for individual commodities to produce in each time period such as production, staffing, inventory, etc. It is usually linked to manufacturing where the plan indicates when and how much of each product will be demanded. This plan quantifies significant processes, parts, and other resources in order to optimize production, to identify bottlenecks, and to anticipate needs and completed goods. Since an MPS drives much factory activity, its accuracy and viability dramatically affect profitability. Typical MPSs are created by software with user tweaking.

Due to software limitations, but especially the intense work required by the "master production schedulers", schedules do not include every aspect of production, but only key elements that have proven their control effectivity, such as forecast demand, production costs, inventory costs, lead time, working hours, capacity, inventory levels, available storage, and parts supply. The choice of what to model varies among companies and factories. The MPS is a statement of what the company expects to produce and purchase (i.e. quantity to be produced, staffing levels, dates, available to promise, projected balance).
The MPS translates the business plan, including forecast demand, into a production plan using planned orders in a true multi-level optional component scheduling environment. Using MPS helps avoid shortages, costly expediting, last minute scheduling, and inefficient allocation of resources. Working with MPS allows businesses to consolidate planned parts, produce master schedules and forecasts for any level of the Bill of Material (BOM) for any type of part.
outbound product flow
Any money a company or individual must pay out when conducting a transaction with another party. Outbound cash flows can include cash paid to suppliers, wages given to employees and taxes paid on income.
KANBAN.
Kanban (????(??)?) (literally signboard or billboard in Japanese) is a scheduling system for lean and just-in-time (JIT) production. Kanban is a system to control the logistical chain from a production point of view, and is not an inventory control system. Kanban was developed by Taiichi Ohno, at Toyota, to find a system to improve and maintain a high level of production. Kanban is one method through which JIT is achieved.
Kanban became an effective tool in support of running a production system as a whole, and it proved to be an excellent way for promoting improvement. Problem areas were highlighted by reducing the number of kanban in circulation. One of the main benefits of Kanban is to establish an upper limit to the work in progress inventory, avoiding overloading of the manufacturing system. Other systems with similar effect are for example CONWIP.
Material requirement planning in manufacturing
Material requirements planning (MRP) is a production planning and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, while it is possible to conduct MRP by hand as well.
An MRP system is intended to simultaneously meet three objectives:
1. Ensure materials are available for production and products are available for delivery to customers.
2. Maintain the lowest possible material and product levels in store
3. Plan manufacturing activities, delivery schedules and purchasing activities.
Enterprise Resource Planning
Enterprise resource planning (ERP) is a business management software—usually a suite of integrated applications—that a company can use to collect, store, manage and interpret data from many business activities, including:-
Product planning, cost and development
Manufacturing or service delivery
Marketing and sales
Inventory management
Shipping and payment
ERP provides an integrated view of core business processes, often in real-time, using common databases maintained by a database management system. ERP systems track business resources—cash, raw materials, production capacity—and the status of business commitments: orders, purchase orders, and payroll. The applications that make up the system share data across the various departments (manufacturing, purchasing, sales, accounting, etc.) that provide the data. ERP facilitates information flow between all business functions, and manages connections to outside stakeholders.

Enterprise system software is a multi-billion dollar industry that produces components that support a variety of business functions. IT investments have become the largest category of capital expenditure in United States-based businesses over the past decade. Though early ERP systems focused on large enterprises, smaller enterprises increasingly use ERP systems.
Organizations consider the ERP system a vital organizational tool because it integrates varied organizational systems and facilitates error-free transactions and production. However, ERP system development is different from traditional systems development. ERP systems run on a variety of computer hardware and network configurations, typically using a database as an information repository.
Introduction and Operations Management
Definition
Production and Operations Management ("POM") is about the transformation of production and operational inputs into "outputs" that, when distributed, meet the needs of customers.
The process in the above diagram is often referred to as the "Conversion Process". There are several different methods of handling the conversion or production process - Job, Batch, Flow and Group
POM incorporates many tasks that are interdependent, but which can be grouped under five main headings:
PRODUCT
Marketers in a business must ensure that a business sells products that meet customer needs and wants. The role of Production and Operations is to ensure that the business actually makes the required products in accordance with the plan. The role of PRODUCT in POM therefore concerns areas such as:
- Performance
- Aesthetics
- Quality
- Reliability
- Quantity
- Production costs
- Delivery dates
PLANT
To make PRODUCT, PLANT of some kind is needed. This will comprise the bulk of the fixed assets of the business. In determining which PLANT to use, management must consider areas such as:
- Future demand (volume, timing)
- Design and layout of factory, equipment, offices
- Productivity and reliability of equipment
- Need for (and costs of) maintenance
- Heath and safety (particularly the operation of equipment)
- Environmental issues (e.g. creation of waste products)
PROCESSES
There are many different ways of producing a product. Management must choose the best process, or series of processes. They will consider:
- Available capacity
- Available skills
- Type of production
- Layout of plant and equipment
- Safety
- Production costs
- Maintenance requirements
PROGRAMMES
The production PROGRAMME concerns the dates and times of the products that are to be produced and supplied to customers. The decisions made about programme will be influenced by factors such as:
- Purchasing patterns (e.g. lead time)
- Cash flow
- Need for / availability of storage
- Transportation
PEOPLE
Production depends on PEOPLE, whose skills, experience and motivation vary. Key people-related decisions will consider the following areas:
- Wages and salaries
- Safety and training
- Work conditions
- Leadership and motivation
- Unionisation
- Communication
Production and Operations Management
When planning on producing a new product and/or service, the key factor is the product and service design. Successful designs come down to these basic principles: translate customers wants and needs, refine existing products and services, develop new products and services, formulate quality goals, formulate cost targets, construct and test prototypes, document specifications, and translate products and service specification into process specifications. The process of design has certain steps that include motivation, ideas for improvement, organizational capabilities, and forecasting. In the product process innovations, research and development play a significant role. Because of the influence a product and service design can have on an organization, the design process is encouraged to be tied in with the organizations strategy and take into account some key considerations.
Technological changes, the competitive market, and economic and demographic changes are some market opportunities and threats that all organizations must be aware of when planning a product and service design. Computer-aided design (CAD) and Computer-aided manufacturing (CAM) are important tools in the design process because they can anticipate what the design will look like, as well as allow for better manufacturing. Businesses also must take in account environmental and legal concerns when designing a new product. Most importantly, the manufacturing process must ensure the products safety.
Product and Service Design
Companies choose various ways to design their products and the type of services they provide. Which include: standardization, mass customization, delayed differentiation, modular design, and robust design. Deciding which method to use is very important along with deciding the companys target market. Deciding the right method, establishes good productivity and efficient way fo operations.
Service design is an activity of organizing and planning people, communication and material components in order to improve service quality. It is the interaction between the service provider and customers and the customers experience. A service is anything that is done to or for a client and is created and delivered simultaneously. The two most important issues in service design are the degree of variation in requirements and the degree of customer contact in which determines how standardized the service can be. The greater the degree of customer contact, the greater the opportunity for selling. In addition, concepts and ideas generated are captured in sketches or in service prototypes. The strong visual element, combined with the opportunity to test and rapidly change services and interfaces, delivers real value in todays competitive markets.
Product Design combines ergonomics with product and business knowledge to generate ideas and concepts and convert them into physical and usable objects or services. The discipline covers the entire range of activities from concept, manufacturing, testing to product launch. Product Designers conceptualize and evaluate ideas and themes they find profitable. The designers make these ideas tangible through products using a systematic approach.
Difference between service design and product design: Service design is an intangible aspect while product design is tangible. Services are generally created and delivered at the same time and can not be held in inventory like actual products. Also, services (especially quality one) are highly visible to customers.
Product and Service Life Cycle
During their useful life, many services and products go through four stages. Since the demand can vary for each of these 4 stages, different strategies should be applied to achieve optimum product/service performance during each stage.
The Four stages are:
1. Introduction: During the first stage, the product is introduced into the market. Proper research and forecasting should be done to ensure the product/service is adequate for a specific market and for a specific time. It is crucial to have a proper amount of supply that can meet the expected demand for the product/service.
2. Growth: The second stage involves the increase in demand for the product/service. Reputation for the product grows and an accurate forecast of demand is needed to determine the length of time the product/service will remain in the market. Enhancements and improvements are common in this stage.
3. Maturity: This third stage deals with the product reaching a steady demand. Few or no improvements or product changes are needed at this stage. Forecasting should provide an estimate of how long it will be before the market dies down, causing the product to die out.
4. Decline: The last stage involves choosing to discontinue the product/service, replacing the product with a new product, or finding new uses for the product.
Standardization may be great for a company creating products like mops because there are not many things you can do to make them unique and keep the price down. Standardization products have interchangeable parts, which increases productivity and lowers the costs of production. Standardization has many important benefits and certain disadvantages. Some advantages are the design costs for standardization products are low. The scheduling of work inventory handling, purchasing, and accounting activities are routine, making the quality more consistent. The disadvantages with standardization are that they decrease variety offered to consumers leading to less of an appeal. Also, the high cost of design change makes it relentless to improve.
Mass customization is a strategy that some companies can use to incorporate customization while practicing standardization. This strategy keeps costs low while adding variety to a product. The two tactics that make mass customization possible is delayed differentiation and modular design. Some companies may consider delayed differentiation if the company chooses to not finish a product due to unknown customer preferences. However, another tactic of modular design is a form of standardization in which components parts are grouped into modules to allow easy replacement or interchangeability. Producing a computer is an example of modular design.
Companies will also have to consider what their competitors are doing in order to be successful. There are 3 ways of idea generation: supply based, competitor based, and research based. Which ever a company chooses, they must consider who is competing against them and what else is going on in the marketplace. Product design is key to the success of the company.
Customer Satisfaction and Sustainability
Product and service design are very important factors to customer satisfaction. Organizations need to continually satisfy their customers to be successful in the marketplace. They are able to do this by improving current products or by designing new ones. The design consists of the following: research, design, production, life cycle, safety in use, reliability, maintainability, regulatory and legal issues. Organizations also need to look at "sustainability" when designing their product/service.
The four aspects of Sustainability are:
(1) Life Cycle Assessment
(2) Value Analysis
(3) Remanufacturing
(4) Recycling.
Life cycle assessment focuses on the environmental impact the specific product will have over the course of its life. Value analysis looks at the parts within a product and seeks to minimize the cost. Remanufacturing has become more important over the past few years and involves replacing worn-out and defective products. This is common practice in high price machinery industries. Recycling involves recovering older materials for future use. This not only saves money, but satisfies environmental concerns. The Kano Model includes three aspects: Basic quality, performance quality, and excitement quality. Basic quality is the requirements placed on a product that do not lead to customer satisfaction when present, but can lead to dissatisfaction if absent. Performance quality is the middle ground and can either lead to satisfaction or dissatisfaction depending on their usefulness. Excitement quality is the notion that an unexpected feature can cause customer excitement.
Reliability
Reliability is a measure of the ability of a product, a part, or service, or an entire system to perform its intended function under a prescribed set of conditions. Reliability can have an impact on repeat sales and reflect positively on a product’s image. However, if the product is faulty, it can create legal problems. The term "failure" is used to describe a situation in which an item does not perform as intended. Reliabilities are always specified with respect to certain conditions, called normal operating conditions. These conditions can include load, temperature, and humidity ranges in addition to operating procedures and maintenance schedules. To improve reliability, manufacturers should improve the reliability of individual components or use back up components. A few other suggestions include improving testing, improving user education, and improving system design. The optimal level of reliability is the point where the incremental benefit received equals the incremental cost.
Legal and Ethical Consideration
Many organizations are regulated by governmental agencies and these regulations are responsible for preventing harmful substances from being used in product design. Harm caused by the product is the responsibility of the manufacturers. Manufacturers are liable for any injury or damages caused by their product due to its design or workmanship, also known as product liability. When the product is defective and potentially causes harm, manufacturers have several options to remedy the situation. They may have to recall their products or fix the problem in the manufacturing stage. It is also possible that they may face lawsuits if their products cause injury to consumers. Managers must ask themselves if there is demand for their organization’s product or service. If the company develops its products or services according to the customers’ demands, their product will be successful.
transformation process
A good way to think of a business is to imagine inputs entering an imaginary black box. What come out of the box are outputs. The black box is the business – what is does how it does it and so on.
A business needs resources in order to trade. The activities of a new business should be designed to turn those resources into products and services that customers are willing to pay for. This process is known as the “transformation process”.
If the value of what customers pay for the outputs is more than the cost of the inputs, then the business can be said to have “added value”.
So, in summary, the transformation process is about adding value.
That sounds pretty theoretical. So, let’s take a look at some practical examples of what is involved in the transformation process.
Inputs to the transformation process
In order to make products and deliver services, a business needs resources – i.e. inputs. The textbooks often refer to these as “factors of production”, which is a slightly boring way of describing real resources such as:
1. Labour – the time and effort of people involved in the business: employees, suppliers etc
2. Land – think of this as the natural resources that are used by the business – e.g. actual land, energy, and other natural resources
3. Capital – capital includes physical assets such as machinery, computers, transport which are used during production. Capital can also include finance – the investment that is required in order for the business activities to take place.
4. Enterprise – enterprise is the entrepreneurial “fairy-dust” that brings together or organises the other inputs. The entrepreneur takes the decisions about how much capital, what kind of labour etc and how & when they are needed in the business. You will probably agree that enterprise is the most important input for a successful business.
Inputs by themselves are rarely enough for a start-up to succeed. They need to be the right kind of inputs, in the right mix. So, for example, a successful entrepreneur will be keen to ensure:
High quality people are employed (the best the business can afford at each stage of development) and that these people are retained and invested in (training)
Capital investment is focused on efficiency and quality – use of modern machinery or IT systems of the right kind can have a significant effect whether a small business is able to compete
product design
Product design is the process of creating a new product to be sold by a business to its customers. A very broad concept, it is essentially the efficient and effective generation and development of ideas through a process that leads to new products.
In a systematic approach, product designers conceptualize and evaluate ideas, turning them into tangible inventions and products. The product designers role is to combine art, science, and technology to create new products that other people can use. Their evolving role has been facilitated by digital tools that now allow designers to communicate, visualize, analyze and actually produce tangible ideas in a way that would have taken greater manpower in the past.
Product design is sometimes confused with (and certainly overlaps with) industrial design, and has recently become a broad term inclusive of service, software, and physical product design. Industrial design is concerned with bringing artistic form and usability, usually associated with craft design and ergonomics, together to mass-produce goods. Other aspects of product design include engineering design, particularly when matters of functionality or utility (e.g. problem-solving) are at issue, though such boundaries are not always clear. A product design can be a help of evidence.
process design
Process design can be the design of new facilities or it can be the modification or expansion of existing facilities. The design starts at a conceptual level and ultimately ends in the form of fabrication and construction plans. Process design is distinct from equipment design, which is closer in spirit to the design of unit operations. Processes often include many unit operations.
automation
Automation or automatic control, is the use of various control systems for operating equipment such as machinery, processes in factories, boilers and heat treating ovens, switching in telephone networks, steering and stabilization of ships, aircraft and other applications with minimal or reduced human intervention. Some processes have been completely automated. The biggest benefit of automation is that it saves labor, however, it is also used to save energy and materials and to improve quality, accuracy and precision.
The term automation, inspired by the earlier word automatic (coming from automaton), was not widely used before 1947, when General Motors established the automation department. It was during this time that industry was rapidly adopting feedback controllers, which were introduced in the 1930s. Automation has been achieved by various means including mechanical, hydraulic, pneumatic, electrical, electronic and computers, usually in combination. Complicated systems, such as modern factories, airplanes and ships typically use all these combined techniques.
Manufacturing Processes
Manufacturing process management (MPM) is a collection of technologies and methods used to define how products are to be manufactured. MPM differs from ERP/MRP which is used to plan the ordering of materials and other resources, set manufacturing schedules, and compile cost data.
A cornerstone of MPM is the central repository for the integration of all these tools and activities aids in the exploration of alternative production line scenarios; making assembly lines more efficient with the aim of reduced lead time to product launch, shorter product times and reduced work in progress (WIP) inventories as well as allowing rapid response to product or product changes.
Manufacturing processes are the steps through which raw materials are transformed into a final product. The manufacturing process begins with the creation of the materials from which the design is made. These materials are then modified through manufacturing processes to become the required part. Manufacturing processes can include treating (such as heat treating or coating), machining, or reshaping the material. The manufacturing process also includes tests and checks for quality assurance during or after the manufacturing, and planning the production process prior to manufacturing.
Elementary treatment on various manufacturing process
1)Turning
Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helical toolpath by moving more or less linearly while the workpiece rotates. The tools axes of movement may be literally a straight line, or they may be along some set of curves or angles, but they are essentially linear (in the nonmathematical sense). Usually the term "turning" is reserved for the generation of external surfaces by this cutting action, whereas this same essential cutting action when applied to internal surfaces (that is, holes, of one kind or another) is called "boring". Thus the phrase "turning and boring" categorizes the larger family of (essentially similar) processes. The cutting of faces on the workpiece (that is, surfaces perpendicular to its rotating axis), whether with a turning or boring tool, is called "facing", and may be lumped into either category as a subset.
Turning can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using an automated lathe which does not. Today the most common type of such automation is computer numerical control, better known as CNC. (CNC is also commonly used with many other types of machining besides turning.)
2)milling
Milling is the machining process of using rotary cutters to remove material from a workpiece advancing (or feeding) in a direction at an angle with the axis of the tool. It covers a wide variety of different operations and machines, on scales from small individual parts to large, heavy-duty gang milling operations. It is one of the most commonly used processes in industry and machine shops today for machining parts to precise sizes and shapes.
Milling can be done with a wide range of machine tools. The original class of machine tools for milling was the milling machine (often called a mill). After the advent of computer numerical control (CNC), milling machines evolved into machining centers (milling machines with automatic tool changers, tool magazines or carousels, CNC control, coolant systems, and enclosures), generally classified as vertical machining centers (VMCs) and horizontal machining centers (HMCs). The integration of milling into turning environments and of turning into milling environments, begun with live tooling for lathes and the occasional use of mills for turning operations, led to a new class of machine tools, multitasking machines (MTMs), which are purpose-built to provide for a default machining strategy of using any combination of milling and turning within the same work envelope.
Milling is a cutting process that uses a milling cutter to remove material from the surface of a workpiece. The milling cutter is a rotary cutting tool, often with multiple cutting points. As opposed to drilling, where the tool is advanced along its rotation axis, the cutter in milling is usually moved perpendicular to its axis so that cutting occurs on the circumference of the cutter. As the milling cutter enters the workpiece, the cutting edges (flutes or teeth) of the tool repeatedly cut into and exit from the material, shaving off chips (swarf) from the workpiece with each pass. The cutting action is shear deformation; the metal is pushed off the workpiece in tiny clumps that hang together to more or less extent (depending on the metal type) to form chips. This makes metal cutting a bit different (in its mechanics) from slicing softer materials with a blade.
3)Shaping machine tools
A shaper is a type of machine tool that uses linear relative motion between the workpiece and a single-point cutting tool to machine a linear toolpath. Its cut is analogous to that of a lathe, except that it is (archetypally) linear instead of helical. (Adding axes of motion can yield helical toolpaths, as also done in helical planing.) A shaper is analogous to a planer, but smaller, and with the cutter riding a ram that moves above a stationary workpiece, rather than the entire workpiece moving beneath the cutter. The ram is moved back and forth typically by a crank inside the column; hydraulically actuated shapers also exist.
Shapers are mainly classified as standard, draw-cut, horizontal, universal, vertical, geared, crank, hydraulic, contour and traveling head. The horizontal arrangement is the most common. Vertical shapers are generally fitted with a rotary table to enable curved surfaces to be machined (same idea as in helical planing). The vertical shaper is essentially the same thing as a slotter (slotting machine), although technically a distinction can be made if one defines a true vertical shaper as a machine whose slide can be moved from the vertical. A slotter is fixed in the vertical plane.
Small shapers have been successfully made to operate by hand power. As size increases, the mass of the machine and its power requirements increase, and it becomes necessary to use a motor or other supply of mechanical power. This motor drives a mechanical arrangement (using a pinion gear, bull gear, and crank, or a chain over sprockets) or a hydraulic motor that supplies the necessary movement via hydraulic cylinders.
4)drilling- machine tools
Drilling is a cutting process that uses a drill bit to cut or enlarge a hole of circular cross-section in solid materials. The drill bit is a rotary cutting tool, often multipoint. The bit is pressed against the workpiece and rotated at rates from hundreds to thousands of revolutions per minute. This forces the cutting edge against the workpiece, cutting off chips (swarf) from the hole as it is drilled. Exceptionally, specially-shaped bits can cut holes of non-circular cross-section; a square cross-section is possible.
Drilled holes are characterized by their sharp edge on the entrance side and the presence of burrs on the exit side (unless they have been removed). Also, the inside of the hole usually has helical feed marks. Drilling may affect the mechanical properties of the workpiece by creating low residual stresses around the hole opening and a very thin layer of highly stressed and disturbed material on the newly formed surface. This causes the workpiece to become more susceptible to corrosion at the stressed surface. A finish operation may be done to avoid the corrosion. Zinc plating or any other standard finish operation of 14 to 20 µm can be done which helps to avoid any sort of corrosion.
For fluted drill bits, any chips are removed via the flutes. Chips may be long spirals or small flakes, depending on the material, and process parameters. The type of chips formed can be an indicator of the machinability of the material, with long gummy chips reducing machinability.
Basic concepts on cold and hot working with metals
Hot working refers to processes where metals are plastically deformed above their recrystallization temperature. Being above the recrystallization temperature allows the material to recrystallize during deformation. This is important because recrystallization keeps the materials from strain hardening, which ultimately keeps the yield strength and hardness low and ductility high. This contrasts with cold working.
example-
Work hardening, also known as strain hardening or cold working, is the strengthening of a metal by plastic deformation. This strengthening occurs because of dislocation movements and dislocation generation within the crystal structure of the material. Many non-brittle metals with a reasonably high melting point as well as several polymers can be strengthened in this fashion. Alloys not amenable to heat treatment, including low-carbon steel, are often work-hardened. Some materials cannot be work-hardened at low temperatures, such as indium, however others can only be strengthened via work hardening, such as pure copper and aluminum.
difference between welding,soldering and brazing
1. Soldering - The AWS defines soldering as a group of joining processes that produce coalescence of materials by heating them to the soldering temperature and by using a filler metal (solder) having a liquidus not exceeding 840ºF (450ºC), and below the solidus of the base metals
.
Brazing - Brazing joins materials by heating them in the presence of a filler metal having a liquidus above 840ºF (450ºC) but below the solidus of the base metal.
Welding - In welding, fusion takes place with melting of both the base metal and usually a filler metal.
2. The difference between soldering and brazing is temperature. The American Welding Society defines soldering as metal coalescence below 800 °F and brazing as metal coalescence above 800 °F. Both processes bond adjoining metal surfaces by completely wetting the surfaces with molten filler metal and maintaining that bond until solidified. The bond is only as strong as the filler metal, but some braze metals can be very strong indeed.
3. Welding melts the metals at the joint using very high temperatures. Essentially the metal from the two parts is blended by heat. However, if the metal melts too easily it will become a liquid and run out of the weld area. Properly executed, a weld is just as strong as the metal being joined. However, the higher heat of welding can change the material properties if you arent careful. This change in the metal’s properties can make the weld weak. Therefore, welds are commonly performed on like materials only.
Brazing uses a braze alloy that become liquid at a moderate temperature to join two other metals. These metals can be the same or dissimilar. The joined materials are NOT molten as they are in welding, but the braze alloy is liquid and flows between the joint. Properly performed brazed joints can possibly be stronger than the work pieces they joined. Unlike welding, brazing only has minimal impact on material properties. Braze alloys can also be expensive. Copper alloys are commonly brazed, particularly since coppers properties make it very difficult to weld.
Soldering uses an alloy that is liquid at relatively low temperatures to join two other metals. It has the least impact on the base materials, and also provides the weakest joint. It is particularly useful when heat can damage or distort the materials being joined. Electrical components are commonly soldered to avoid heat damage. This method is more delicate than that of the other two described here. Various metals can be soldered together, such as gold and sterling silver in jewelry, brass in watches and clocks, copper in water pipes, or iron in leaded glass stained windows.
Polymeric Materials
A polymer (/?p?l?m?r/) (poly-, "many" + -mer, "parts") is a large molecule, or macromolecule, composed of many repeated subunits, known as monomers. Because of their broad range of properties, both synthetic and natural polymers play an essential and ubiquitous role in everyday life. Polymers range from familiar synthetic plastics such as polystyrene to natural biopolymers such as DNA and proteins that are fundamental to biological structure and function. Polymers, both natural and synthetic, are created via polymerization of many monomers. Their consequently large molecular mass relative to small molecule compounds produces unique physical properties, including toughness, viscoelasticity, and a tendency to form glasses and semicrystalline structures rather than crystals.
The term "polymer" derives from the ancient Greek word ????? (polus, meaning "many, much") and ????? (meros, meaning "parts"), and refers to a molecule whose structure is composed of multiple repeating units, from which originates a characteristic of high relative molecular mass and attendant properties. The units composing polymers derive, actually or conceptually, from molecules of low relative molecular mass. The term was coined in 1833 by Jöns Jacob Berzelius, though with a definition distinct from the modern IUPAC definition. The modern concept of polymers as covalently bonded macromolecular structures was proposed in 1920 by Hermann Staudinger, who spent the next decade finding experimental evidence for this hypothesis.
Polymers are studied in the fields of biophysics and macromolecular science, and polymer science (which includes polymer chemistry and polymer physics). Historically, products arising from the linkage of repeating units by covalent chemical bonds have been the primary focus of polymer science; emerging important areas of the science now focus on non-covalent links. Polyisoprene of latex rubber and the polystyrene of styrofoam are examples of polymeric natural/biological and synthetic polymers, respectively. In biological contexts, essentially all biological macromolecules—i.e., proteins (polyamides), nucleic acids (polynucleotides), and polysaccharides—are purely polymeric, or are composed in large part of polymeric components—e.g., isoprenylated/lipid-modified glycoproteins, where small lipidic molecule and oligosaccharide modifications occur on the polyamide backbone of the protein.
Polymers are of two types:
1. Natural polymeric materials such as shellac, amber, wool, silk and natural rubber have been used for centuries. A variety of other natural polymers exist, such as cellulose, which is the main constituent of wood and paper.
2. The list of synthetic polymers includes synthetic rubber, phenol formaldehyde resin (or Bakelite), neoprene, nylon, polyvinyl chloride (PVC or vinyl), polystyrene, polyethylene, polypropylene, polyacrylonitrile, PVB, silicone, and many more.
Most commonly, the continuously linked backbone of a polymer used for the preparation of plastics consists mainly of carbon atoms. A simple example is polyethylene (polythene in British English), whose repeating unit is based on ethylene monomer. However, other structures do exist; for example, elements such as silicon form familiar materials such as silicones, examples being Silly Putty and waterproof plumbing sealant. Oxygen is also commonly present in polymer backbones, such as those of polyethylene glycol, polysaccharides (in glycosidic bonds), and DNA (in phosphodiester bonds).
Polymer characterization
The characterization of a polymer requires several parameters which need to be specified. This is because a polymer actually consists of a statistical distribution of chains of varying lengths, and each chain consists of monomer residues which affect its properties.
A variety of lab techniques are used to determine the properties of polymers. Techniques such as wide angle X-ray scattering, small angle X-ray scattering, and small angle neutron scattering are used to determine the crystalline structure of polymers. Gel permeation chromatography is used to determinber average molecular weight, weight average molecular weight, and polydispersity. FTIR, Raman and NMR can be used to determine composition. Thermal properties such as the glass transition temperature and melting point can be determined by differential scanning calorimetry and dynamic mechanical analysis. Pyrolysis followed by analysis of the fragments is one more technique for determining the possible structure of the polymer. Thermogravimetry is a useful technique to evaluate the thermal stability of the polymer. Detailed analysis of TG curves also allow us to know a bit of the phase segregation in polymers. Rheological properties are also commonly used to help determine molecular architecture (molecular weight, molecular weight distribution and branching) as well as to understand how the polymer will process, through measurements of the polymer in the melt phase. Another polymer characterization technique is Automatic Continuous Online Monitoring of Polymerization Reactions (ACOMP) which provides real-time characterization of polymerization reactions. It can be used as an analytical method in R&D, as a tool for reaction optimization at the bench and pilot plant level and, eventually, for feedback control of full-scale reactors. ACOMP measures in a model-independent fashion the evolution of average molar mass and intrinsic viscosity, monomer conversion kinetics and, in the case of copolymers, also the average composition drift and distribution. It is applicable in the areas of free radical and controlled radical homo- and copolymerization, polyelectrolyte synthesis, heterogeneous phase reactions, including emulsion polymerization, adaptation to batch and continuous reactors, and modifications of polymers.
Operations Planning
Operational planning is the process of linking strategic goals and objectives to tactical goals and objectives. It describes milestones, conditions for success and explains how, or what portion of, a strategic plan will be put into operation during a given operational period, in the case of commercial application, a fiscal year or another given budgetary term. An operational plan is the basis for, and justification of an annual operating budget request. Therefore, a five-year strategic plan would typically require five operational plans funded by five operating budgets.
Operational plans should establish the activities and budgets for each part of the organization for the next 1 – 3 years. They link the strategic plan with the activities the organization will deliver and the resources required to deliver them.
An operational plan draws directly from agency and program strategic plans to describe agency and program missions and goals, program objectives, and program activities. Like a strategic plan, an operational plan addresses four questions:
Where are we now?
Where do we want to be?
How do we get there?
How do we measure our progress?
The operations plan is both the first and the last step in preparing an operating budget request. As the first step, the operations plan provides a plan for resource allocation; as the last step, the OP may be modified to reflect policy decisions or financial changes made during the budget development process.
Operational plans should be prepared by the people who will be involved in implementation. There is often a need for significant cross-departmental dialogue as plans created by one part of the organisation inevitably have implications for other parts.
Operational plans should contain
clear objectives
activities to be delivered
quality standards
desired outcomes
staffing and resource requirements
implementation timetables
a process for monitoring progress
Business Objectives state what the business wishes to achieve. They are the key to moving from your present system to the future one.
Business Objectives are visually modeled on the Enterprise Direction diagram, which supports the Business Motivation Model (BMM). They are also visually modeled on the Creating Strategy Map diagrams with balanced scorecards. You can also specify Business Objectives that satisfy your enterprise direction in the Business Enterprise Direction definitions.
According to the Business Motivation Model (BMM) of the Business Rules Group and Object Management Group (OMG), an Objective is a statement of an attainable, time-targeted, and measurable target that the organization wishes to meet in order to achieve its Goals. An Objective must be specific, measurable, attainable, relevant, and time-based.
Objectives quantify Goals: Objectives provide the basis for measures to determine whether a Goal is being achieved. Objectives differ from Goals in that Objectives should always be time-targeted and measurable. Compared to a Goal, an Objective tends to be short term, quantitative (rather than qualitative), specific (rather than general), and not continuing beyond its timeframe (which might be cyclical).
Objectives are achieved by Tactics
Objectives should be:
1. Attainable. If Objectives are not attainable, the business plans are unrealistic and will fail.
2. Time-targeted. All Objectives should be targeted to either a specific time frame (for example, "Will be met by September 1, 2008.") or a relative time frame (for example, "Will be met within two years.").
3. Measurable. An Objective should have a specific criteria for determining whether it is being met. This criteria can be exact (for example, "on-time 95% of the time"), or at least provide a basis for making a "yes or no" determination (for example, "up and running"). These criteria might be the basis for certain Business Rules that are created to figure out if a Business Objective is being met.
Example Objectives:
1. Number of Complaints received in 2Q 2006 Should Be 20 percent less than 2Q 2004.
2. By September 1, 2006, number of complaints received should be 20 percent less than levels of 2nd Quarter, 2004.
3. Increase Number of Reservations to 1000 a day by July 1, 2006.
Quality Systems
Quality
In manufacturing, a measure of excellence or a state of being free from defects, deficiencies and significant variations. It is brought about by strict and consistent commitment to certain standards that achieve uniformity of a product in order to satisfy specific customer or user requirements. ISO 8402-1986 standard defines quality as "the totality of features and characteristics of a product or service that bears its ability to satisfy stated or implied needs." If an automobile company finds a defect in one of their cars and makes a product recall, customer reliability and therefore production will decrease because trust will be lost in the cars quality.
TQM
Total quality management (TQM) consists of organization-wide efforts to install and make permanent a climate in which an organization continuously improves its ability to deliver high-quality products and services to customers. While there is no widely agreed-upon approach, TQM efforts typically draw heavily on the previously developed tools and techniques of quality control. TQM enjoyed widespread attention during the late 1980s and early 1990s before being overshadowed by ISO 9000, Lean manufacturing, and Six Sigma.
In the late 1970s and early 1980s, the developed countries of North America and Western Europe suffered economically in the face of stiff competition from Japans ability to produce high-quality goods at competitive cost. For the first time since the start of the Industrial Revolution, the United Kingdom became a net importer of finished goods. The United States undertook its own soul-searching, expressed most pointedly in the television broadcast of If Japan Can... Why Cant We? Firms began reexamining the techniques of quality control invented over the past 50 years and how those techniques had been so successfully employed by the Japanese. It was in the midst of this economic turmoil that TQM took root.
The exact origin of the term "total quality management" is uncertain. It is almost certainly inspired by Armand V. Feigenbaums multi-edition book Total Quality Control (OCLC 299383303) and Kaoru Ishikawas What Is Total Quality Control? The Japanese Way (OCLC 11467749). It may have been first coined in the United Kingdom by the Department of Trade and Industry during its 1983 "National Quality Campaign". Or it may have been first coined in the United States by the Naval Air Systems Command to describe its quality-improvement efforts in 1985.
Features
There is no widespread agreement as to what TQM is and what actions it requires of organizations, however a review of the original United States Navy effort gives a rough understanding of what is involved in TQM.
The key concepts in the TQM effort undertaken by the Navy in the 1980s include:
1. "Quality is defined by customers requirements."
2. "Top management has direct responsibility for quality improvement."
3. "Increased quality comes from systematic analysis and improvement of work processes."
4. "Quality improvement is a continuous effort and conducted throughout the organization."
The Navy used the following tools and techniques:
1. The PDCA cycle to drive issues to resolution
2. Ad hoc cross-functional teams (similar to quality circles) responsible for addressing immediate process issues
3. Standing cross-functional teams responsible for the improvement of processes over the long term
4. Active management participation through steering committees
5. Use of the Seven Basic Tools of Quality to analyze quality-related issues
Pareto analysis
Pareto analysis is a formal technique useful where many possible courses of action are competing for attention. In essence, the problem-solver estimates the benefit delivered by each action, then selects a number of the most effective actions that deliver a total benefit reasonably close to the maximal possible one.
Pareto analysis is a creative way of looking at causes of problems because it helps stimulate thinking and organize thoughts. However, it can be limited by its exclusion of possibly important problems which may be small initially, but which grow with time. It should be combined with other analytical tools such as failure mode and effects analysis and fault tree analysis for example.
This technique helps to identify the top portion of causes that need to be addressed to resolve the majority of problems. Once the predominant causes are identified, then tools like the Ishikawa diagram or Fish-bone Analysis can be used to identify the root causes of the problems. While it is common to refer to pareto as "80/20" rule, under the assumption that, in all situations, 20% of causes determine 80% of problems, this ratio is merely a convenient rule of thumb and is not nor should it be considered immutable law of nature.
The application of the Pareto analysis in risk management allows management to focus on those risks that have the most impact on the project.
reliability Theory
Reliability theory describes the probability of a system completing its expected function during an interval of time. It is the basis of reliability engineering, which is an area of study focused on optimizing the reliability, or probability of successful functioning, of systems, such as airplanes, linear accelerators, and any other product. It developed apart from the mainstream of probability and statistics. It was originally a tool to help nineteenth century maritime insurance and life insurance companies compute profitable rates to charge their customers. Even today, the terms "failure rate" and "hazard rate" are often used interchangeably.
The failure of mechanical devices such as ships, trains, and cars, is similar in many ways to the life or death of biological organisms. Statistical models appropriate for any of these topics are generically called "time-to-event" models. Death or failure is called an "event", and the goal is to project or forecast the rate of events for a given population or the probability of an event for an individual.
When reliability is considered from the perspective of the consumer of a technology or service, actual reliability measures may differ dramatically from perceived reliability. One bad experience can be magnified in the mind of the customer, inflating the perceived unreliability of the product. One plane crash where hundreds of passengers die will immediately instill fear in a large percentage of the flying consumer population, regardless of actual reliability data about the safety of air travel.
Reliability period of any object is measured within the durability period of that object.
Computer Numerical Control Systems
Numerical control (NC) is the automation of machine tools that are operated by precisely programmed commands encoded on a storage medium, as opposed to controlled manually via hand wheels or levers, or mechanically automated via cams alone. Most NC today is computer numerical control (CNC), in which computers play an integral part of the control.
In modern CNC systems, end-to-end component design is highly automated using computer-aided design (CAD) and computer-aided manufacturing (CAM) programs. The programs produce a computer file that is interpreted to extract the commands needed to operate a particular machine via a post processor, and then loaded into the CNC machines for production. Since any particular component might require the use of a number of different tools – drills, saws, etc., modern machines often combine multiple tools into a single "cell". In other installations, a number of different machines are used with an external controller and human or robotic operators that move the component from machine to machine. In either case, the series of steps needed to produce any part is highly automated and produces a part that closely matches the original CAD design.
IN GENERAL, A CNC MACHINE TOOL CONSISTS OF THE FOLLOWING UNITS:
(i) COMPUTERS
(ii) CONTROL SYSTEM
(iii) DRIVE MOTORS
(iv) TOOL CHANGERS
Process Automation
A process control or automation system is used to automatically control a process such as chemical, oil refineries, paper and pulp factories. The PAS often uses a network to interconnect sensors, controllers, operator terminals and actuators. A PAS is often based on open standards in contrast to a DCS (distributed control system), which is traditionally proprietary. However in recent times the PAS is considered to be more associated with SCADA systems.
PAS is the lowest level of automation, while MES (manufacturing execution system) is considered to be directly positioned above a PAS.
Process automation involves using computer technology and software engineering to help power plants and factories in industries as diverse as paper, mining and cement operate more efficiently and safely.
In the absence of process automation, plant operators have to physically monitor performance values and the quality of outputs to determine the best settings on which to run the production equipment. Maintenance is carried out at set intervals. This generally results in operational inefficiency and unsafe operating conditions.
Process automation simplifies this with the help of sensors at thousands of spots around the plant that collect data on temperatures, pressures, flows and so on. The information is stored and analyzed on a computer and the entire plant and each piece of production equipment can be monitored on a large screen in a control room.
Plant operating settings are then automatically adjusted to achieve the optimum production. Plant operators can manually override the process automation systems when necessary.
Simulation
Simulation is the imitation of the operation of a real-world process or system over time. The act of simulating something first requires that a model be developed; this model represents the key characteristics or behaviors/functions of the selected physical or abstract system or process. The model represents the system itself, whereas the simulation represents the operation of the system over time.
Simulation is used in many contexts, such as simulation of technology for performance optimization, safety engineering, testing, training, education, and video games. Often, computer experiments are used to study simulation models. Simulation is also used with scientific modelling of natural systems or human systems to gain insight into their functioning. Simulation can be used to show the eventual real effects of alternative conditions and courses of action. Simulation is also used when the real system cannot be engaged, because it may not be accessible, or it may be dangerous or unacceptable to engage, or it is being designed but not yet built, or it may simply not exist.
Key issues in simulation include acquisition of valid source information about the relevant selection of key characteristics and behaviours, the use of simplifying approximations and assumptions within the simulation, and fidelity and validity of the simulation outcomes.
Automation
Automation or automatic control, is the use of various control systems for operating equipment such as machinery, processes in factories, boilers and heat treating ovens, switching in telephone networks, steering and stabilization of ships, aircraft and other applications with minimal or reduced human intervention. Some processes have been completely automated.
The biggest benefit of automation is that it saves labor, however, it is also used to save energy and materials and to improve quality, accuracy and precision.
The term automation, inspired by the earlier word automatic (coming from automaton), was not widely used before 1947, when General Motors established the automation department. It was during this time that industry was rapidly adopting feedback controllers, which were introduced in the 1930s.
Automation has been achieved by various means including mechanical, hydraulic, pneumatic, electrical, electronic and computers, usually in combination. Complicated systems, such as modern factories, airplanes and ships typically use all these combined techniques.
Robots
A robot is a mechanical or virtual artificial agent, usually an electro-mechanical machine that is guided by a computer program or electronic circuitry. Robots can be autonomous or semi-autonomous and range from humanoids such as Hondas Advanced Step in Innovative Mobility (ASIMO) and TOSYs TOSY Ping Pong Playing Robot (TOPIO) to industrial robots, collectively programmed swarm robots, and even microscopic nano robots. By mimicking a lifelike appearance or automating movements, a robot may convey a sense of intelligence or thought of its own.
The branch of technology that deals with the design, construction, operation, and application of robots, as well as computer systems for their control, sensory feedback, and information processing is robotics. These technologies deal with automated machines that can take the place of humans in dangerous environments or manufacturing processes, or resemble humans in appearance, behavior, and/or cognition. Many of todays robots are inspired by nature contributing to the field of bio-inspired robotics. These robots have also created a newer branch of robotics: Soft robotics.
Lean manufacturing
Lean manufacturing, lean enterprise, or lean production, often simply, "lean", is a production practice that considers the expenditure of resources for any goal other than the creation of value for the end customer to be wasteful, and thus a target for elimination. Working from the perspective of the customer who consumes a product or service, "value" is defined as any action or process that a customer would be willing to pay for.
Essentially, lean is centered on preserving value with less work. Lean manufacturing is a management philosophy derived mostly from the Toyota Production System (TPS) (hence the term Toyotism is also prevalent) and identified as "lean" only in the 1990s. TPS is renowned for its focus on reduction of the original Toyota seven wastes to improve overall customer value, but there are varying perspectives on how this is best achieved. The steady growth of Toyota, from a small company to the worlds largest automaker,has focused attention on how it has achieved this success.
Operator- Machine Systems
Human–machine system is a system in which the functions of a human operator (or a group of operators) and a machine are integrated. This term can also be used to emphasize the view of such a system as a single entity that interacts with external environment.
A manual system consists of hand tools and other aids which are coupled by a human operator who controls the operation. Operators of such systems use their own physical energy as the power sourcee. The system could range from a person with a hammer to a person with a super-strength giving exoskeleton.
Human machine system engineering is different from the more general and well known fields like human–computer interaction and sociotechnical engineering in that it focuses on complex, dynamic control systems that often are partially automated (such as flying an airplane). it also studies human problem-solving in naturalistic settings or in high-fidelity simulation environments.
Ergonomics
Ergonomics is about designing for people, wherever they interact with products, systems or processes. We usually don’t notice good design (unless perhaps, it’s exceptional) because it gives us no cause to, but we do notice poor design. The emphasis within ergonomics is to ensure that designs complement the strengths and abilities of people and minimise the effects of their limitations, rather than forcing them to adapt. In achieving this aim, it becomes necessary to understand and design for the variability represented in the population, spanning such attributes as age, size, strength, cognitive ability, prior experience, cultural expectations and goals. Qualified ergonomists are the only recognised professionals to have competency in optimising performance, safety and comfort. The IEHF is the only body in the UK managing and representing this competency.
Ergonomics means fitting the workplace to the workers by modifying or redesigning the job, workstation, tool or environment. Workstation design can have a big impact on office workers health and well-being. There are a multitude of discomforts which can result from ergonomically incorrect computer workstation setups. The most common complaints relate to the neck, shoulders, and back. Others concern the arms and hands and occasionally the eyes. For example, poor chairs and/or bad postures can cause lower back strain; or a chair that is too high can cause circulation loss in legs and feet.
Facility capacity and layout planning
How to measure Capacity of a Facility?
It is measured in terms of input or output.
?If unit and type of out put is not constant orcomparable over a period of time then thecapacity is measured based on input.
Why capacity planning in required?
If out put rate required is less than the capacity of a facility that means there is idle (non productivetime) time which is nothing but loss or overhead.
If out put rate required is more than the capacityof a facility that means we are losing business.
It should be possible to take care of variation (+ve or -ve) in future demand. Investment done in building a facility can not bereversed (undo) very easily.
What are the different types of Capacity?
Design capacity
?Effective capacity
?Actual capacity
Facility Layout Planning
Product Layout
Process Layout
Fixed Position Layout
Cellular Layout
(based on Grouping Technology)
Demand Management
Demand management is a planning methodology used to manage and forecast the demand of products and services.
In economics, demand management is the art or science of controlling economic demand to avoid a recession. In natural resources management and environmental policy more generally, it refers to policies to control consumer demand for environmentally sensitive or harmful goods such as water and energy. Within manufacturing firms the term is used to describe the activities of demand forecasting, planning, and order fulfillment.
In economics the term is also used to refer to management of the distribution of, and access to, goods and services on the basis of needs. An example is social security and welfare services. Rather than increasing budgets for these things, governments may develop policies that allocate existing resources according to a hierarchy of needs.
The make –to –stock
A traditional production strategy used by businesses to match production with consumer demand forecasts. The make-to-stock (MTS) method forecasts demand to determine how much stock should be produced. If demand for the product can be accurately forecasted, the MTS strategy can be an efficient choice.
make to order environment
A business production strategy that typically allows consumers to purchase products that are customized to their specifications. The make to order (MTO) strategy only manufactures the end product once the customer places the order. This creates additional wait time for the consumer to receive the product, but allows for more flexible customization compared to purchasing from retailers shelves.
master production scheduling
A master production schedule (MPS) is a plan for individual commodities to produce in each time period such as production, staffing, inventory, etc. It is usually linked to manufacturing where the plan indicates when and how much of each product will be demanded. This plan quantifies significant processes, parts, and other resources in order to optimize production, to identify bottlenecks, and to anticipate needs and completed goods. Since an MPS drives much factory activity, its accuracy and viability dramatically affect profitability. Typical MPSs are created by software with user tweaking.
Due to software limitations, but especially the intense work required by the "master production schedulers", schedules do not include every aspect of production, but only key elements that have proven their control effectivity, such as forecast demand, production costs, inventory costs, lead time, working hours, capacity, inventory levels, available storage, and parts supply. The choice of what to model varies among companies and factories. The MPS is a statement of what the company expects to produce and purchase (i.e. quantity to be produced, staffing levels, dates, available to promise, projected balance).
The MPS translates the business plan, including forecast demand, into a production plan using planned orders in a true multi-level optional component scheduling environment. Using MPS helps avoid shortages, costly expediting, last minute scheduling, and inefficient allocation of resources. Working with MPS allows businesses to consolidate planned parts, produce master schedules and forecasts for any level of the Bill of Material (BOM) for any type of part.
outbound product flow
Any money a company or individual must pay out when conducting a transaction with another party. Outbound cash flows can include cash paid to suppliers, wages given to employees and taxes paid on income.
KANBAN.
Kanban (????(??)?) (literally signboard or billboard in Japanese) is a scheduling system for lean and just-in-time (JIT) production. Kanban is a system to control the logistical chain from a production point of view, and is not an inventory control system. Kanban was developed by Taiichi Ohno, at Toyota, to find a system to improve and maintain a high level of production. Kanban is one method through which JIT is achieved.
Kanban became an effective tool in support of running a production system as a whole, and it proved to be an excellent way for promoting improvement. Problem areas were highlighted by reducing the number of kanban in circulation. One of the main benefits of Kanban is to establish an upper limit to the work in progress inventory, avoiding overloading of the manufacturing system. Other systems with similar effect are for example CONWIP.
Material requirement planning in manufacturing
Material requirements planning (MRP) is a production planning and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, while it is possible to conduct MRP by hand as well.
An MRP system is intended to simultaneously meet three objectives:
1. Ensure materials are available for production and products are available for delivery to customers.
2. Maintain the lowest possible material and product levels in store
3. Plan manufacturing activities, delivery schedules and purchasing activities.
Enterprise Resource Planning
Enterprise resource planning (ERP) is a business management software—usually a suite of integrated applications—that a company can use to collect, store, manage and interpret data from many business activities, including:-
Product planning, cost and development
Manufacturing or service delivery
Marketing and sales
Inventory management
Shipping and payment
ERP provides an integrated view of core business processes, often in real-time, using common databases maintained by a database management system. ERP systems track business resources—cash, raw materials, production capacity—and the status of business commitments: orders, purchase orders, and payroll. The applications that make up the system share data across the various departments (manufacturing, purchasing, sales, accounting, etc.) that provide the data. ERP facilitates information flow between all business functions, and manages connections to outside stakeholders.
Enterprise system software is a multi-billion dollar industry that produces components that support a variety of business functions. IT investments have become the largest category of capital expenditure in United States-based businesses over the past decade. Though early ERP systems focused on large enterprises, smaller enterprises increasingly use ERP systems.
Organizations consider the ERP system a vital organizational tool because it integrates varied organizational systems and facilitates error-free transactions and production. However, ERP system development is different from traditional systems development. ERP systems run on a variety of computer hardware and network configurations, typically using a database as an information repository.